

Особенности сварки проводов инвертором
Чаще всего для производства электрической проводки используют медные провода. Алюминиевый аналог практически не используется. Сварку проводов, изготовленных из меди, делают с применением не только переменного, но и постоянного тока. Его напряжение находится в границах следующего диапазона: 12–36 B. При этом подача тока должна изменяться. Сварка проводов инвертором имеет свои особенности.
Аппараты инверторного типа

Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.

Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
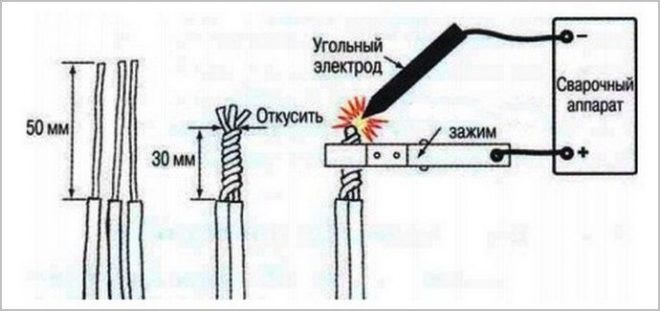
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:

- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.








