

Способы варки нержавейки инвертором в домашних условиях
Нержавеющая сталь – высоколегированный сплав, для сварки которого в производстве используются аргоновые аппараты. При необходимости получения неразъемных соединений в быту необходимо учитывать характеристики и свойства материала. Если предстоит выполнить небольшой объем работ, соблюдение определенных режимов и условий позволит с успехом варить нержавейку инвертором в домашних условиях.
Выбор и настройка инвертора
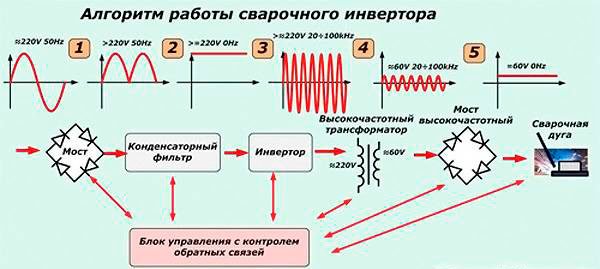
Инвертор – это источник, который обеспечивает поджиг, стабильность горения сварочной дуги. Действие устройства основано на принципе преобразования переменного тока промышленной частоты в постоянный или переменный ток требуемой частоты и нужного напряжения.
Разные модели аппаратов работают от бытовой сети 220 B, имеют небольшие размеры, невысокую стоимость, отличаются удобством в эксплуатации и транспортировке. При сварке нержавеющей стали для получения качественного шва необходимо выставлять настройки преобразователя в зависимости от толщины заготовки.
Оптимальные режимы инвертора, диаметры электродов.
| Толщина изделия, мм | Напряжение, B | Сила тока, A | Толщина электрода, мм |
| 1,5 | 13 | 40–60 | 2 |
| 3 | 15 | 75–85 | 3 |
| 4 | 16 | 90–100 | 3 |
| 5 | 18 | 140–150 | 4 |
Сварку нержавейки в домашних условиях можно производить промышленным или самодельным инвертором с требуемыми рабочими показателями. Основные условия: наличие режима ручной дуговой сварки (MMA), диапазон тока от 20 до 200 A. Следует учитывать, что некоторые модели устройств не функционируют при низких температурах окружающей среды.
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
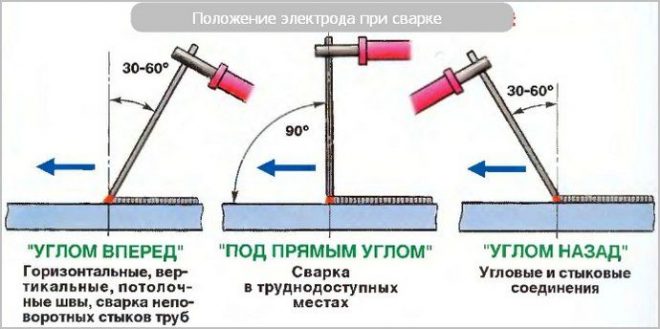
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
Особенности сварки нержавеющей стали
Качественный сварной шов можно получить, учитывая принципы обработки нержавеющей стали. Выполнение конкретных действий поможет избежать распространенных дефектов неразъемных соединений.

Образование крупных пор. Такой дефект появляется при выделении углерода в результате контакта расплавленной стали с кислородом. Для защиты от внешних газов применяются электроды с обмазкой, создающей искусственное газовое облако. Плотность такого облака не должна скрывать сварочную ванну.
Выгорание легирующих составляющих. Это ведет к возникновению коррозии при попадании влаги. Чтобы избежать перегрева металла на участке сварки, сила тока в настройках инвертора выставляется на 20% ниже, чем при обработке обычной стали. Хороший результат дает проведение операций в шахматном порядке.
Нарушение герметичности шва. Микротрещины образуются в результате расширения и стягивания материала под воздействием температуры электрической дуги. Правильно выбранный материал электрода способен взаимодействовать с расплавленным металлом и обеспечивать герметичность соединения по всей толщине от основания шва.
Электроды для сварки нержавейки
Для сварки нержавейки инвертором применяются различные марки электродов. При использовании таких электродов наблюдается незначительное разбрызгивание металла, так как сварочная ванна надежно защищается. Они хорошо разжигаются, дают стабильную дугу, предназначены для работы в разных пространственных положениях. Диаметр варьируется в пределах 2–5 мм. Особенности некоторых марок электродов:
- ОЗЛ-6 имеют рутиловое покрытие на основе двуокиси титана, обладают стойкостью к высоким температурам.
- AHO быстро воспламеняются, не нуждаются в дополнительной прокалке электродов, являются удобными для новичков.
- MP-3 могут использоваться для работы с неочищенным металлом.
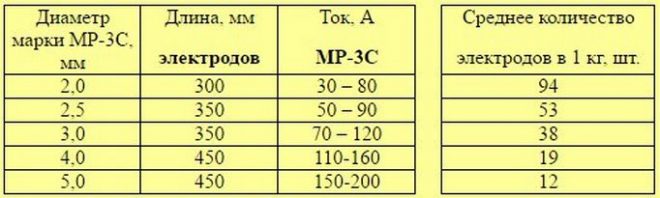
- MP-3C применяются для получения соединений высокого качества.
- ЦЛ-11 предназначены для хромоникелевых сплавов, их использование защитит изделие от коррозии.
Правильный выбор электродов для определенной марки сплава, постоянного или переменного тока обеспечит качество, безопасность сварочных работ, долгую службу инвертора.




Достоинства и недостатки метода
Метод сварки нержавеющей стали инвертором применяется в бытовых условиях, когда необходимо устранить дефекты, выполнить наплавку на небольшом участке детали, создать короткие швы. Соединяемыми элементами могут быть листы для баков или емкостей, трубы, стальные конструкции. Основные плюсы метода сварки инвертором:
- аппараты имеют небольшие габариты, доступные цены;
- толщина свариваемых деталей может варьироваться в широком диапазоне;
- отсутствует необходимость применения дополнительной флюсовой защиты;
- имеется возможность сварить труднодоступные участки.
Минусы заключаются в необходимости регулярного удаления шлака и значительных затратах времени на сварочный процесс. При сварке нержавейки наличие навыков и опыта работы с инвертором и электродами послужит гарантией получения ожидаемого результата.








