Методы сварки нержавейки и чёрного металла
Нержавеющая сталь – это сплав железа и углерода, обогащённый дополнительными элементами. Основное дополнение – хром. Он способствует образованию оксидной плёнки, защищающей металл от коррозии. Сложность сварки нержавейки и чёрного металла обуславливается разной температурой их плавления и различиями в химическом составе, а также текучестью нержавеющей стали и вязкостью чермета в процессе работы.
Варианты сварки нержавейки
Сварка нержавейки может осуществляться разными методами, самыми востребованными из которых являются:
- Сваривание посредством покрытых электродов.
- Аргонная сварка с использованием неплавящихся вольфрамовых электродов.
- Полуавтоматическая электродуговая сварка с автоматической подачей присадочной нержавеющей проволоки.

Выполнение сварочных манипуляций покрытыми электродами
Сварка нержавейки часто выполняется в ручном режиме электродуговым методом с использованием покрытых электродов, выбор которых обуславливается требованиями к характеристикам будущего шва – размерам, жаростойкости, антикоррозионным свойствам и другим. Охлаждают шов воздухом или медными прокладками, а для охлаждения хромоникелевых деталей возможно использование воды.
В процессе сварки нержавейки переменный ток не используется, а только постоянный обратной полярности, величину которого необходимо дополнительно уменьшить на 20%, так как данная сталь обладает низкой теплопроводностью и быстро разогревается до высоких температур.

К тому же нержавейка имеет высокое сопротивление, из-за которого сильно нагреваются электроды, а потому их длина не должна превышать 35 см. Чтобы не перегреть материал диаметр электродов выбирают как можно меньше. При несоблюдении технологии (перегреве материала) сталь может потерять свои антикоррозийные свойства.
Данный метод подойдёт и для сварки нержавейки и чёрного металла, но только он будет иметь свои нюансы. Применяется такая технология в случае, если к шву не предъявляются высокие качественные требования.
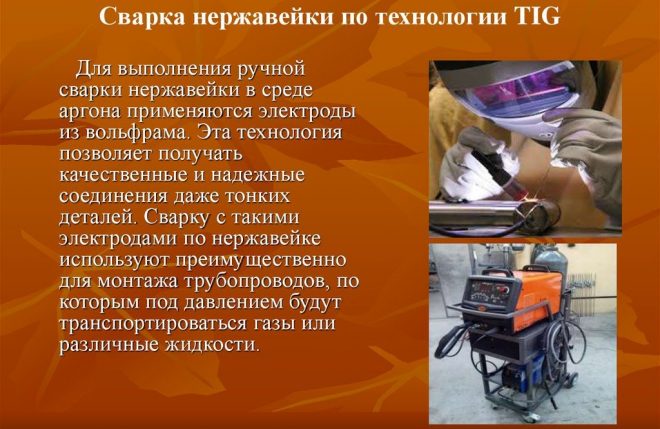
Аргонодуговой метод с вольфрамовым электродом
Наивысшее качество шва при сварке нержавейки и чёрного металла может обеспечить аргонодуговой метод с использованием неплавящегося вольфрамового электрода. Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.

Аргонная сварка нержавейки чаще всего применяется для восстановления целостности газопроводных или водопроводных труб, качество соединения которых обеспечивает отсутствие утечек. Переменный ток используется только для алюминия, в остальных случаях применяется постоянный. Для присадки следует выбирать более легированную проволоку, нежели сам обрабатываемый материал.
Весь процесс проходит в аргоновой среде. Если на свариваемый металл во время работы попадёт воздух, то он окислится. Это недопустимо, а потому следует исключить колебательные движения, чтобы не нарушить защитное пространство, созданное аргоном. Обратную сторону шва поможет защитить поддув. После окончания работ газ для защиты места соединения необходимо подавать ещё в течение 10–15 минут – это обеспечит значительное увеличение срока службы шва.
Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика. Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
- Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.

Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.




Технология сварки нержавейки и черного металла
В процессе сварки нержавейки и чёрной стали основная сложность состоит в том, что материалы имеют разную температуру плавления. Нержавеющая сталь начнёт плавиться намного раньше, а потому необходимо больше захватывать сторону чермета, чтобы обеспечить более сильный его нагрев. Нержавейка обладает высокой текучестью, поэтому создание потолочного и вертикального шва исключается – сталь попросту стечёт вниз.
Особенности сваривания разнородных металлов:
- Поверхность обоих элементов необходимо тщательно очистить, высушить и обезжирить.
- Для равномерного сваривания важно расположить заготовки горизонтально.
- Зазор между деталями должен быть довольно широким для проваривания всей толщины металла.
- При узком зазоре шов будет ненадёжным и его потребуется дополнительно обрабатывать с обратной стороны.
- В качестве присадки должна использоваться нержавеющая проволока, которую необходимо сильнее заглублять.
- Для лучшего смешивания чёрной и нержавеющей сталей шов необходимо делать более широким.
- Чтобы в процессе сварки детали не разъехались, рекомендуется предварительно сделать их точечную сцепку без использования присадки.
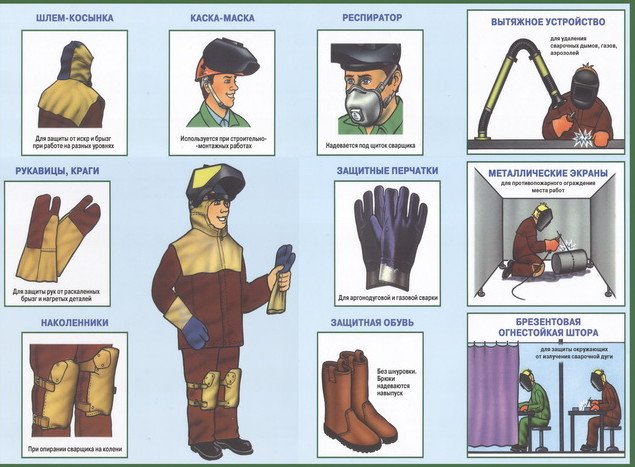
При сваривании любых металлов, особенно при использовании полуавтомата, не стоит забывать про меры безопасности – одежду, маску и перчатки. Несоблюдение данного требования может привести к серьезным ожогам и прочим травмам.