

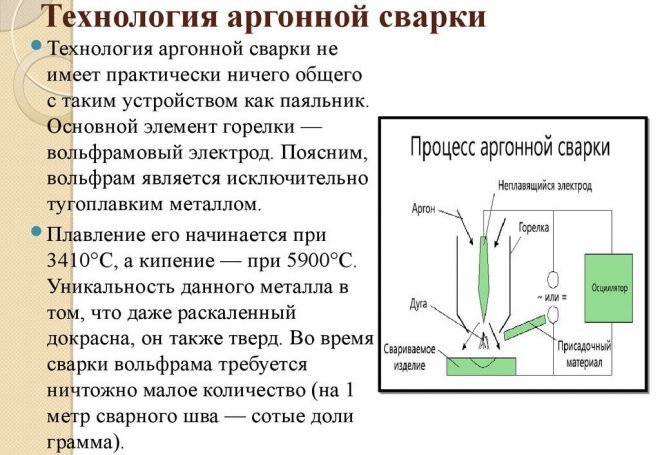
Изготовление аргоновой сварки в домашних условиях
Одним из видов электродуговой сварки является процесс сварочного соединения расплавленных сплавов в среде инертного газа, а именно аргона. Но аргоновая сварка своими руками представляет собой более сложный технологический процесс, из-за чего не всем под силу самостоятельно разобраться в ее применении.
Сильные стороны аргоновой сварки
Сварка с аргоном используется для соединения легированной стали и цветных металлов. Плюсом такого сварочного решения выступает именно аргон, входящий в группу инертных газов, и в силу низкой химической активности не вступающий в реакцию со многими веществами.
Преимуществами являются:

- простота процесса;
- не имеет высокой температуры нагрева, что не дает видоизмениться нагреваемым деталям;
- аргон обеспечивает защиту свариваемой зоны;
- сварка проводится быстро из-за высокой тепловой мощности дуги;
- позволяет произвести соединение многих деталей, что не под силу другим видам сварки;
- высокое качество сварного шва и возможность окраски изделия после формирования шва.
Аргоновая сварка полуавтоматом
Полуавтоматическая аргоновая сварка в домашнем использовании стала применяться не так давно. Этот вид получил популярность благодаря способности сварочного соединения листового металла, толщина которого не превышает 0,5 мм, что является очень удобным и под силу далеко не всем аппаратам.
Работа с аргоном или MIG-сваркой играет роль для тех, кто имеет дело с оцинкованным металлом, ведь после паяния покрытие не повреждается. В процессе расплавления проволоки происходит спаивание металла, основу для проволоки в таком случае составляет марганец либо кремний.

Сварочный процесс можно проводить как с помощью приобретенного аппарата, так и собственноручно собранным агрегатом. Для второго варианта понадобятся:
- осциллятор;
- инвертор;
- реостат балластный;
- сопло горелки.




Вместо инвертора можно использовать трансформаторную установку как источник тока, но предпочтение лучше отдать инвертору из-за его способности равномерно распределять напряжение по заданной частоте.
При самостоятельном проведении полуавтоматической сварки с применением аргона стоит учитывать ряд особенностей:
- перед началом работы необходимо смазать поверхность паяльной кислотой или устранить жирность и загрязнения с помощью растворителя, а также зачистить края заготовок;
- режим тока, интенсивность подачи и расход газового потока должны соответствовать технологической карте;
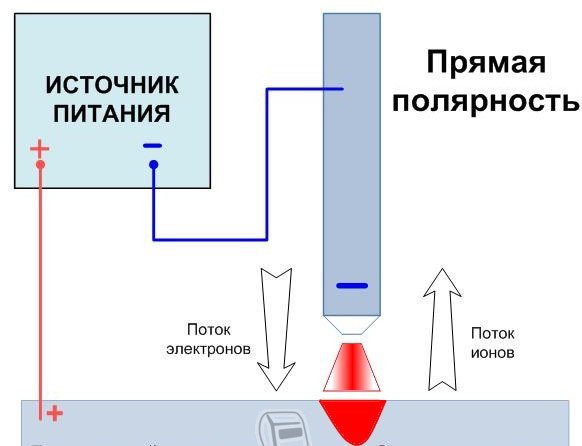
- при подключении инвертора к источнику тока должна соблюдаться прямая полярность: на горелке будет стоять плюс, на поверхности металла – минус;
- чтобы урегулировать поступление аргона в сопло горелки, не обойтись без газового редуктора с двумя манометрами.
Технология сварочного процесса
Для получения качественного изделия на выходе необходимо придерживаться четкой технологической карты проведения сварочного процесса. После выполнения подготовительного этапа с очищением поверхности и подключением к сети рабочего оборудования, стоит обратить внимание на тип используемого металла.
Когда осуществляется сварка с применением аргона относительно алюминия, то используется проволока из такого же металла, для нержавейки – тоже из легированной стали. Сила рабочего тока определяется толщиной металла. Для алюминиевых материалов толщиной в 3 мм сила тока составляет 180 A, и одного шва будет достаточно.
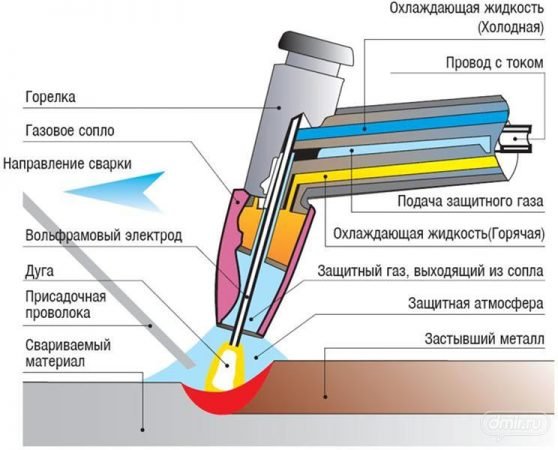
После проверки заданных параметров и исправности оборудования регулируется наконечник горелки, который толще проволоки на 1–2 мм. Инертный газ подается к области сварки на 20 секунд раньше зажигания дуги, а прекращение его подачи должно быть не раньше 10 секунд после окончания сварки.
Проволока и электрод должны всегда располагаться в зоне аргоновой среды, которая будет их защищать от активного кислорода. Для формирования узкой полосы сварочного шва рекомендуется делать движения горелкой, по направлению вдоль оси сварочной ванны без поперечных манипуляций.
На завершительном этапе не стоит резко отрывать электродугу от сварного шва – это негативно скажется на его качестве; нужно с помощью реостата снизить силу тока и при такой мощности производить заваривание кратера. Проволока или электрод располагается как можно ближе к сварочной ванне. На глубину краев и ширину шва оказывает влияние изменение длины дуги. Чтобы сварка аргоном дала нужный результат, перед началом работы на основном материале нужно испытать режим на ненужной детали.
Необходимый объем защитного газа
Аргон является наиболее доступным и бюджетным газом для сварки. Величина расходования газа зависит от нескольких факторов, среди которых:
- скорость движения воздуха;
- скорость подачи газа;
- открытая местность (при которой увеличивается расход аргона).

Кроме внешних факторов, значительную роль играют тип и толщина свариваемого металла. В зависимости от этого фактора, расход объема газа имеет следующие показатели:
- для алюминия – 15–20 л/мин.;
- для меди – 10–12 л/мин.;
- для магния – 12–14 л/мин.;
- для никеля – 10–12 л/мин.;
- для титана – 30–50 л/мин;
- для низколегированных сталей – 6–8 л/мин.
Правила безопасности при аргонной сварке
Любой вид сварки несет в себе потенциальную угрозу для здоровья и жизни не только сварщика, но и окружающих. Сварка с применением аргона чревата последствиями в виде:

- удара электротоком;
- инфракрасного и УФ излучения;
- выделением токсичных газов;
- шумом и риском возникновения ожогов.
Во избежание возможных последствий, работник должен обезопасить себя средствами индивидуальной защиты (костюмом, рукавицами, маской, специальной обувью), произвести заземление. Не браться за шланг в случае перемещения сварочного агрегата.
Периодически нужно осуществлять проветривание рабочих помещений и с помощью приборов проводить дистанционный контроль количества кислорода в окружающей среде. Каждый сварщик, приступая к работе, должен иметь полный пакет оборудования в исправном состоянии.








