

Особенности выполнения полуавтоматической сварки в среде углекислого газа
Несмотря на то что данная технология сваривания металлов была создана давно, она по сегодняшний день пользуется большой популярностью в быту и в разных сферах народного хозяйства. Это объясняется ее высокой производительностью, формированием качественных швов и невысокой стоимостью.
Особенности проведения сварки
Сварка металла данным способом происходит за счет сложных химических реакций. В зону обработки поступает только диоксид углерода. В среде, где наблюдают высокие значения температуры, газ преобразуется на две составляющие – дикислород и угарный газ. В результате в зоне выполнения работ присутствует несколько газообразных веществ. Они защищают металл от негативного воздействия воздуха. При этом образовавшиеся газообразные соединения вступают в реакцию окисления с составляющими компонентами стальных изделий.
Для нейтрализации негативного воздействия углекислого газа используется специальная сварочная проволока. Она содержит в составе марганец и кремний, которые намного активнее железа. Вначале именно они вступают в реакцию с газами, не допуская разрушения стали. В процессе сваривания металлов марганец и кремний преобразуются в легкоплавкие соединения. Они выступают на поверхность в виде твердого остатка.
В углекислом газе сварочные операции осуществляются при постоянном токе. Его полярность должна быть обратной, а не прямой. Это объясняется тем, что при таких условиях ухудшается качества электродуги. В результате происходит деформация сварного шва и увеличивается расход электродов.
Но когда выполняется наплавка металла, постоянный ток с прямой полярностью будет более эффективным. Его коэффициент наплавления почти в 2 раза больше, если сравнивать со значениями, полученными при работе с обратной полярностью. Допустима сварка с непостоянным током. Для этого необходимо использовать осциллятор.
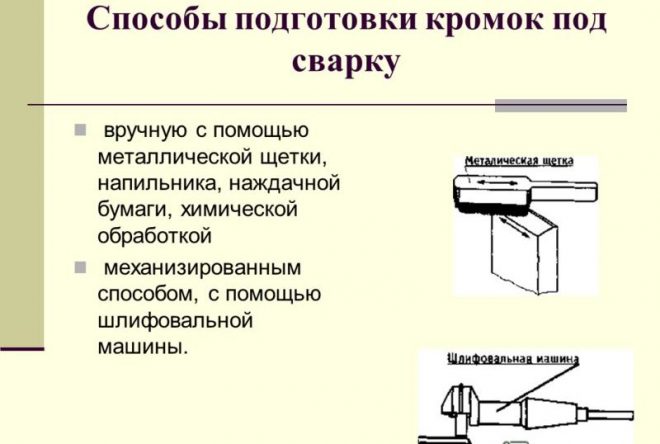
Как нужно подготовить металлические изделия к работе
Сварка в углекислом газе идеально подходит для листов из разных типов стали. Если их толщина колеблется в пределах 0,6–1 мм, необходимо предварительно выполнить отбортовку кромок. Когда этого не сделано, зазор между соседними кромками не должен превышать 0,3–0,5 мм.
Если толщина листа составляет меньше 8 мм, такой подготовительной операции можно не проводить. Максимально возможный зазор не должен превышать значения 1 мм. Для листов толщиной до 12 мм выполняют разделку V-типа, 12 мм и больше – Х-вида.
Перед свариванием металлов необходимо тщательно очистить их кромки от любых загрязнений. Это допускается делать вручную или при помощи пескоструйной обработки.
Технология выполнения сварки в углекислоте
При выборе способов сварки в углекислом газе необходимо ориентироваться на толщину обрабатываемого металла. Чем она больше, тем ниже будет скорость рабочего процесса и сила применяемого тока. Для эффективного выполнения поставленных задач нужно обеспечить сварочную дугу не больше 4 мм. В противном случае она станет неустойчивой, произойдет разбрызгивание металла, нарушится оптимальный химический состав сварочной ванны.

При сварке металла скорость подачи прута определяется с учетом силы производимого тока и напряжения. Ее вылет определяется на основании значений диаметра:
- диаметр меньше 1,2 мм – вылет достигает 15 мм;
- больше 1,2– 35 мм.

При сварке в углекислом газе также следует придерживаться требований относительно расстояния от мундштука до поверхности металла:
- при низком токе – меньше 15 мм;
- при высоком токе – меньше 25 мм.
Техника сварочных работ – основные правила и рекомендации
Чтобы во время сварки в углекислом газе предотвратить образование горячих трещин, корневой шов нужно выполнять при небольшом значении тока. Работы могут происходить с использованием нескольких техник:
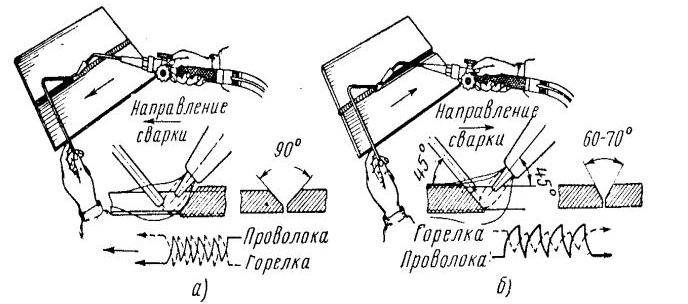
- справа налево – углом вперед;
- слева направо – углом назад.
Техника сварки металла углом вперед позволяет получить широкий шов небольшой глубины. Подобная технология чаще всего применяется для тонкостенных изделий. Она подходит для сварки стали, которая подвержена формированию закалочных структур. При использовании техники углом назад увеличивается глубина сварочного шва, но уменьшается его ширина. Оптимальный угол для горелки в среде газа составляет 15 градусов.
При завершении сварки рекомендуется заполнить кратер расплавленным металлом. После этого прекращают подачу проволоки и тока. А спешить с перекрытием вентиля для газа не стоит. Это нужно сделать, когда обрабатываемый металл окончательно перейдет из жидкого состояния в твердое.
Приемы для повышения производительности работ
Сварка металла в газовой среде часто происходит при повышенных значениях рабочего тока. Но это можно сделать, только если работы выполняются в нижнем положении. В других случаях, увеличивать силу тока допускается лишь при повышении качества происходящих процессов кристаллизации, расплавленных во время сварочных манипуляций металлов.
Это можно сделать, если синхронизовать движения по шву, дополнительно забирая проволоку. В этот момент происходит угасание дуги. К моменту запуска оборудования в работу металл успевает приобрести дополнительную прочность.

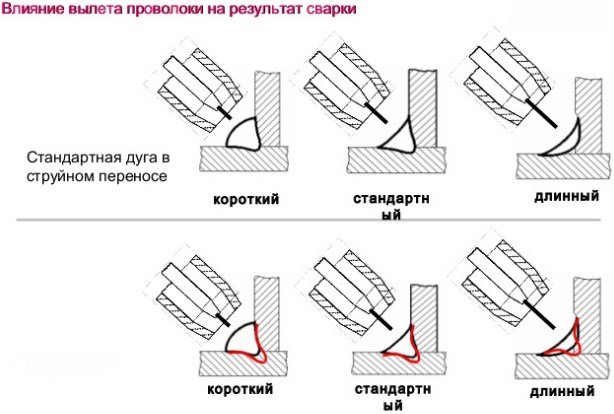
Методы для увеличения вылета сварочного прута
При выполнении полуавтоматической сварки возникает необходимость увеличить вылет проволоки, что особенно актуально при ее незначительном диаметре. В таком случае удается повысить производительность обработки металла. Это происходит за счет того, что проволока попадает в рабочую зону уже в нагретом виде. Поэтому она быстро расплавляется, что существенно увеличивает объем жидкого металла.
Чтобы зафиксировать проволоку в нужном положении, используются специальные керамические наконечники. При увеличении размера вылета на 4,5 см производительность сварки возрастает на 35%.
Импульсная сварка
Данный вид сварки металла выполняется для угловых и тавровых соединений. При помощи данного метода можно обеспечить качественный и равномерный провар по всей длине заготовки. Он позволяет уменьшить сечение шва на 32%, придать ему нормальную или вогнутую форму. При использовании данного метода существенно увеличивается скорость сварки и снижается расход электричества.

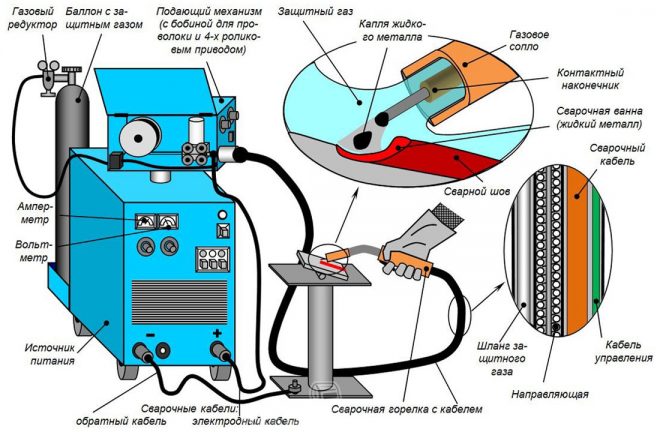
Комплектность оборудования
Для выполнения полуавтоматической сварки применяется специально укомплектованный сварочный пост, который имеет следующие составляющие:

- держатель;
- механизм для подачи газа;
- включатель;
- щиток;
- манометр для определения давления в системе с переходным штуцером для его установки;
- газовый редуктор с манометром;
- осушитель и подогреватель газа;
- баллон, содержащий углекислый газ;
- генератор;
- узел управления.
Для сварки используют углекислый газ, который поставляется к месту работы в специальных баллонах в жидком состоянии. Для проведения поставленных задач применяются разные типы проволоки, характеристики и состав которых зависят от марки стали.
Самыми популярными моделями полуавтоматов называют ПШП-10, А-547, А-537. Каждая из разновидностей сварочного оборудования имеет свое предназначение. ПШП-10 используется для сварки металлов разного типа, которые способны плавиться при присутствии углекислоты. Полуавтоматы А-547 и А-537 используются с электродной проволокой разного диаметра – от 0,8 до 2 мм.










