

Нюансы сварки полуавтоматом без газа обычной проволокой
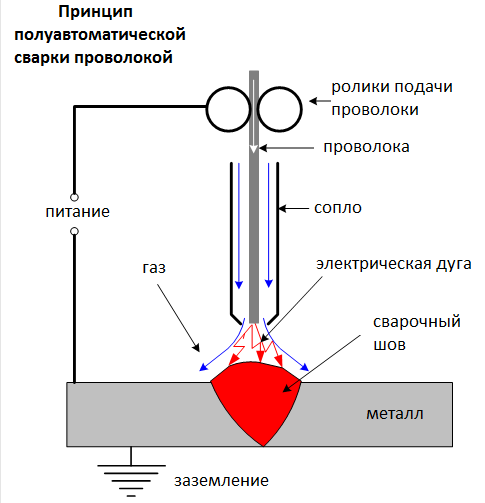
Порошковая проволока используется в сварочных операциях как расходный присадочный материал, полая структура которого заполнена гранулами флюса. В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой.
Особенности сварки без газа
Порошковую (самозащитную) проволоку применяют в случае невозможности приобретения газового баллона или нецелесообразности его зарядки при небольших объемах работ.
Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок:
- на высотных конструкциях, крышах;
- в подземных тоннелях;
- в узких помещениях;
- в полевых условиях;
- на открытых участках;
- в быту.
Применение сварки без газа
Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:

- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.
Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Необходимое оборудование и виды проволоки
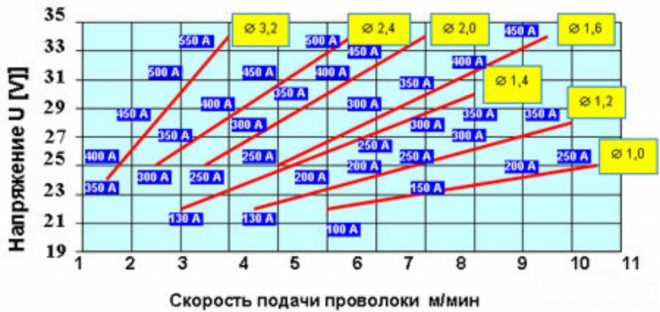
Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности. Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака. В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.

Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки:
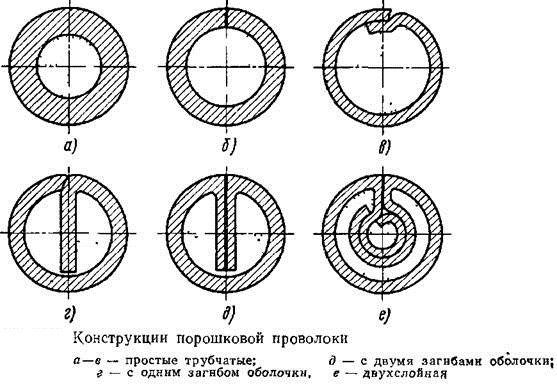
- однополостной;
- двухполостной с загибом;
- двухполостной с двумя загибами;
- двухслойной.
Ребра конструкции защищают материал от сминания при случайном нажатии. Заполняющий проволоку флюс состоит из деоксидирующих, шлакообразующих веществ. В качестве дополнительных компонентов входят различные присадки, включающие железо, марганец, никель. По структуре флюс соответствует обмазочному материалу покрытых электродов.
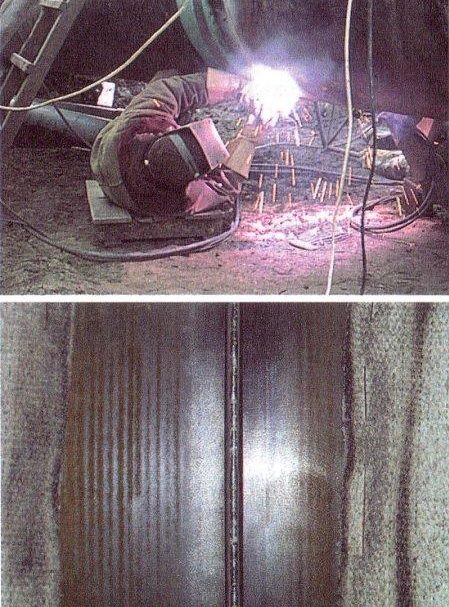
Особенности сварочного шва
После формирования сварочного шва на нем образуется корка из шлака, который затекает в сварочную ванну. Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу.
Сварка порошковой проволокой создает грубые крупночешуйчатые швы с характерными наплывами. Один из распространенных дефектов – непроваренные участки соединения. Качество шва напрямую зависит от расходного материала, состав которого должен соответствовать конкретному виду стали.
Сварка без газа, как и любой другой сварочный процесс, требует соблюдения техники безопасности, выполнения противопожарных мероприятий, применения индивидуальных средств защиты.








