

Инверторная сварка алюминия в домашних условиях
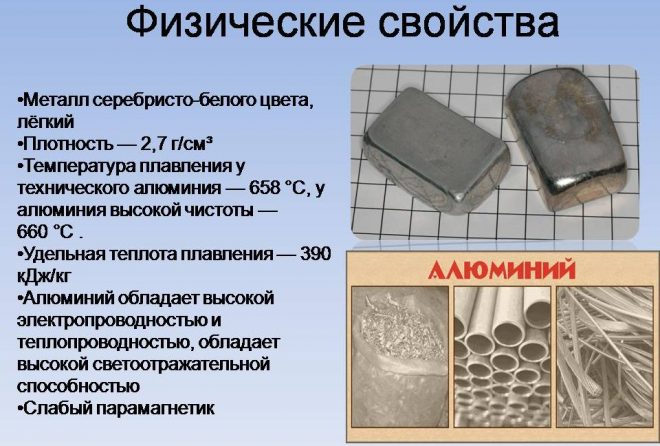
Алюминий — легкий металл серебристо-белого цвета, который активно используется в современной промышленности как в чистом виде, так и в сплавах. Сварка алюминия в домашних условиях инвертором ранее считалась невозможной, но с появлением новых технологий стала вполне реальной.
Нюансы процесса
Алюминий — металл с высокой химической активностью, поэтому ранее сварка алюминия считалась возможной только в среде защитного инертного газа, чаще всего аргона. Дело в том, что этот элемент быстро окисляется на воздухе, образуя оксидную пленку, которая:
- отличается температурой плавления, вчетверо превышающей температуру плавления алюминия;
- является диэлектриком, препятствующим поджигу электрода.
Избежать образования оксидной пленки невозможно. Вести сварку алюминия при ее наличии — тоже. Поэтому работа ведется либо в защитной газовой среде, либо с использованием специальных электродов, в составе которых есть флюс. Расплав флюса, покрывающий сварной шов, не позволяет образовываться окиси.
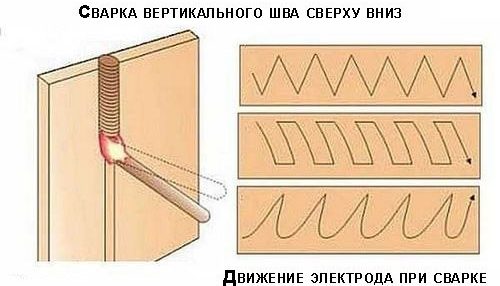
Другой нюанс заключается в высокой текучести алюминия в расплавленном состоянии. Он легко проплавляет дно сварочной ванны и выходит наружу с другой стороны сварного шва, если толщина стенок деталей, свариваемых инвертором, составляет 5 мм и менее. Поэтому с обратной стороны шва необходимо подкладывать подложку из неплавящегося материала — тугоплавкой стали, керамики, а наложение шва производить в горизонтальном положении. При попытке проложить вертикальный шов расплавленный металл будет стекать вниз быстрее, чем застывать.
Этот металл не меняет цвет при нагреве, в отличие от стали, поэтому визуально контролировать степень нагрева очень тяжело.
Другая особенность этого металла — гигроскопичность. Он накапливает в себе воду, которая при сварочных работах мгновенно испаряется, вызывая брызги расплава и затрудняя работу. Перед началом сварки алюминия детали прокаливают в печи либо обжигают паяльной лампой при температуре 160–200 градусов, чтобы испарить воду.
Выбор электродов
Производить сварку алюминия в домашних условиях можно при помощи плавящихся либо неплавящихся электродов, специально предназначенных для этих работ. Если электрод неплавящийся (например, вольфрамовый), то в сварной шов подают присадку — алюминиевую приволоку; если плавящийся, то присадкой является он сам. Плавящиеся электроды для инверторной сварки алюминия снабжены специальной обмазкой, затрудняющей образование окислов.

К числу самых популярных спецэлектродов относятся марки:
- ОЗАНА-1 — для работы с марками А0—А3.
- ОЗАНА-2 — для марок АЛ9, АЛ11, АЛ4.
- ОЗА — для чистого алюминия либо для алюминий-кремниевого сплава (силумина).
- УАНА — для соединения массивных алюминиевых изделий с толстыми стенками.
- ЭВЧ, ВЛ — неплавящиеся, для сварки с присадкой в среде защитных газов. Для сварки алюминия инвертором не используются.





Каждый из этих видов электродов гигроскопичен, т. е. накапливает влагу. Поэтому непосредственно перед сваркой их прокаливают в печи при температуре до 200 градусов. После этого для выполнения работ у сварщика есть ровно сутки. Задержка со сварочными работами более чем на сутки потребует повторной сушки.
Диаметр спецэлектрода для инвертора зависит от толщины свариваемого металла. Так, для металла толщиной в 2 мм подойдет спецэлектрод диаметром 2,5 мм, а для металла толщиной в 5 мм — электрод калибром 4 мм.
Выбор инвертора для сварки
Инвертор для сварки алюминия подойдет любой — от дорогого до дешевого. Ключевое требование: он должен выдавать ток в 200—250 А, который потребуется для первичного поджига электрода. В дальнейшем работа будет производиться током в 80—100 А, верхний предел — 140 А.
Для обеспечения лучшего качества шва при возможности стоит выбрать инвертор с функцией подачи в зону сварки инертного газа. Это позволит работать с неплавящимися спецэлектродами.

Процесс сваривания инвертором
В первую очередь необходимо прокалить в течение 15—20 минут при температуре 160—200 градусов как сами свариваемые детали, так и плавящиеся спецэлектроды, которыми будет вестись работа. Если детали слишком большие, их обрабатывают газовой горелкой или паяльной лампой.
После этого поверхность металла очищается от оксидной пленки при помощи металлической щетки — проще говоря, полируется. Наждачную бумагу или абразивы использовать нельзя, их частицы попадут в шов и ухудшат его качество.
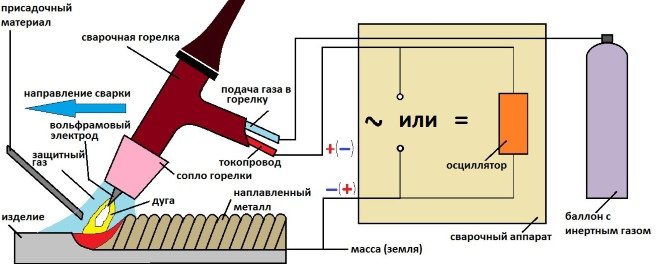
После этого можно начинать сварку. На держатель от инвертора подается плюс, на само изделие — минус. Соединение ведется короткой дугой, горизонтально, электрод держится под прямым углом по отношению ко шву. В начальный момент для того, чтобы «пробить» начавшую вновь образовываться пленку, от инвертора подают ток в 200 А, впоследствии его уменьшают до рабочих 80—100.
Плавкие спецэлектроды для алюминия сгорают втрое быстрее обычных.
Если толщина свариваемых стенок составляет более 5 мм, перед прокалкой их разделывают, вырезая фаску со скосом в 45—60 градусов. Если стенки тоньше 5 мм, с обратной стороны прикрепляют неплавящуюся прокладку.
После первого прохода молотком сбивают шлак и проверяют качество шва. При высокой толщине изделия производят второй проход.








