

Популярные типы электродов по алюминию для дуговой сварки
Сварка деталей из алюминия — довольно сложный процесс, обусловленный высокой восприимчивостью металла к внешним негативным факторам. Облегчить работу и создать дополнительную защиту могут специальные электроды по алюминию для дуговой сварки. Перед их использованием требуется тщательная обработка сырья, так как, несмотря на все преимущества, электроды для сварки не способны справиться со всеми трудностями.
Сварочные электроды для алюминия
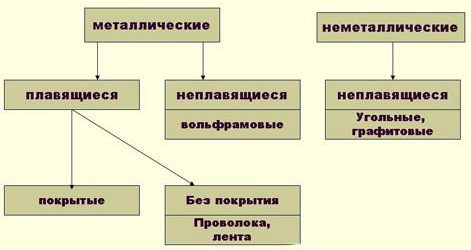
Различают несколько видов алюминиевых электродов:
- вольфрамовые;
- графитовые;
- угольные.
Выбор оптимального электрического проводника зависит от многих факторов, одним из которых является тип сварочных работ.
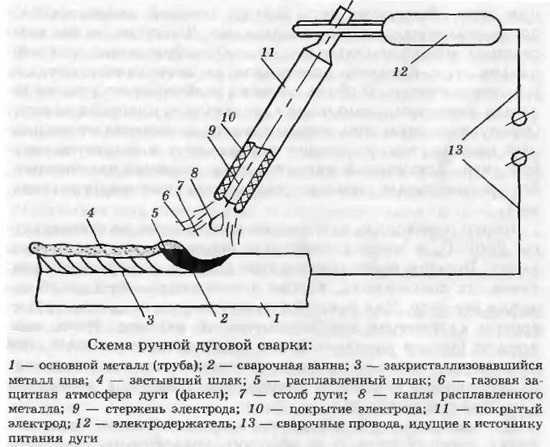
Ручная дуговая технология предусматривает использование угольных электродов и специальной присадочной проволоки со специальным покрытием. Такой метод целесообразен при исправлении брака или соединения элементов малой толщины. Сварка проводится на прямом токе обратной полярности с помощью инвертора.
Автоматическая дуговая сварка незаменима при соединении деталей, сечение которых более 4 мм. Алюминиевая проволока выполняет роль электрода. Качество сварочного шва в данном случае значительно выше, чем при ручной технологии, благодаря постоянной длине дуги.
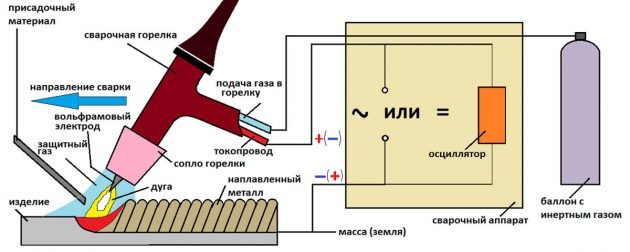
Сварка в облаке инертного газа аргона или его смеси с гелием — еще одна распространенная технология, при которой незаменимы вольфрамовые электроды. Они необходимы для процесса зажигания и постоянного поддержания сварочной дуги в стабильном состоянии. Соединяемые кромки при этом отличаются надежностью и высоким качеством. Вольфрамовые электроды и присадочная проволока также необходимы при плазменной сварке. Для такой технологии требуется источник переменного тока.
Популярные разновидности
В любом специализированном магазине можно найти огромный ассортимент электрических проводников. Профессионалы выделяют ряд самых востребованных электродов для сваривания алюминия, которые применяются для конкретных марок металла.
ОЗАНА
Самыми популярными модификациями таких электродов выступают ОЗАНА-1 и ОЗАНА-2. Первые подходят для алюминия A0, A1, A2, A3, вторые идеальны для АЛ9, АЛ4, АЛ11. Ими можно работать как в вертикальном, так и в горизонтальном положении. Обеспечивают стабильную дугу, сварочный шов отличного качества и высокую коррозийную стойкость. При сварке деталей, толщиной от одного сантиметра, необходима получасовая прокалка при 200 ºC.


ОЗА
Электроды для сварки такого типа подходят как для чистого алюминия, так и его сплавов. Допустимая толщина обрабатываемых элементов — от 3 до 16 мм. Каждый из расходников представляет собой металлический стержень, покрытый соляной обмазкой. Диаметры электродов: 4, 5, 6 мм. До начала работ требуется подогрев электрода и соединяемых поверхностей до 250 ºC. Положение элементов допустимо горизонтальное и вертикальное. Ток требуется постоянный, полярность — обратная.
УАНА
Принципы использования данных электродов во время сварки схожи с представителями ОЗА. Отличается лишь положение проводников — может быть только нижним и потолочным. Применяется для сваривания деталей литейных и деформируемых алюминиевых сплавов.

ESAB
ESAB – всемирно известная марка, благодаря широкому применению в строительных работах. Электродуга легко зажигается по ржавчине, а пониженная теплоотдача позволяет заваривать даже большие зазоры. Для сплавов из алюминия, магния, марганца подходят OK 96.10, 96.20 и 96.50. Они также оптимальны для элементов из технического алюминия. Отличаются высокой гигроскопичностью, поэтому требуют защиты от повышенной влажности.

OK 96
Обмазка электродов по алюминию OK 96.10 сделана из солей хлора и фтора. Такая особенность обеспечивает стабильное состояние сварочной дуги и сводит к минимуму разбрызгивание металла. Щелочно-солевая обмазка также присутствует на OK 96.50. Все перечисленные виды электродов имеют некоторые требования: детали или сборная конструкция не должны подвергаться большим нагрузкам.

Полезные советы по сварке алюминия
Чтобы достичь высокого качества сварки алюминия и его сплавов, профессионалы советуют придерживаться некоторых рекомендаций:

- электрод следует подбирать в соответствии с составом сплава — производители часто указывают на упаковке подходящие марки;
- толщина электрического проводника должна подходить величине изделия — тонкие элементы нужно варить тонким стержнем;
- после многократной просушки металлических стержней снижается их качество — это следует учитывать во время работы;
- для удаления оксидного покрытия требуется зачистка металлической щеткой и обработка растворителем;
- чем толще материал обрабатываемых изделий, тем дольше длится прокалка сварочных проводников;
- для оптимальной проплавки варить лучше при умеренном токе;
- при работе над толстыми деталями эффективно варить частями, не охватывая сразу все изделие;
- для подбора величины сварочного тока можно пользоваться формулой: 1 мм толщины изделия соответствует току 25—30 ампер.
Работать с алюминиевыми сплавами очень непросто — с этим согласится каждый сварщик, независимо от опыта работы. Проблема кроется в оксидной пленке, а также высокой текучести алюминия. Чтобы добиться качественных и надежных швов, стоит разработать индивидуальный технологический подход. Большое число испорченных стыков — не повод отказываться от алюминиевых изделий.









