

Основные параметры вольфрамовых электродов для аргонной сварки
Наиболее тугоплавким металлом из всех существующих в мире является вольфрам. Его применяют при сварке множества видов конструкций, даже трубчатой формы. Вольфрамовые электроды для аргонной сварки широко используются не только для соединения элементов, но и незаменимы во время плазменной резки, в процессе напыления и проплавки швов. Работа в газовой среде аргона ограждает металл от окисления и азотирования.
Маркировка вольфрамовых электродов
Вольфрам способен переносить крайне высокие температуры с медленным плавлением, поэтому использование таких электродов для аргонодуговой сварки оправдано. Современные производители выпускают вольфрамовые металлические стержни стандартной длиной 17,5 см, диаметры при этом разнятся: от 1 до 4 мм. Каждый из параметров подходит определенной величине сварочного тока:

- диаметр 0,1 см оптимален при силе тока не более 50 A;
- 0,16 см — менее 100 A;
- 0,2 и 0,24 см — до 200 A;
- 0,32 см используют при показателе не менее 300 A;
- 0,4 см — самый большой диаметр, подходящий величине от 300 A и более.
Для повышения уровня стабильности дуги при сварке и качества выполняемых работ вольфрамовые электроды изготавливаются не только из чистого сырья, но также с определенными добавками и примесями.
В зависимости от степени их содержания, электрические проводники делят на три категории:
- Электроды, требующие работы на переменном токе.
- Проводники постоянного тока.
- Универсальные.

Вид тока, диаметр используемого стержня, тип сварочных работ и ряд других показателей влияют на количественный расход металлических прутков.
Цветовые коды
Каждый из вольфрамовых электродов имеет определенную цветную маркировку на наконечнике прутка, которая дает возможность определить состав и специфику применения:
| Маркировка | Цвет | Добавки | Особенности применения |
| WC | Серый | Оксид церия | Универсальный тип, подходящий для сварки на любом виде тока. Способен удерживать стабильную дугу даже при малой силе. |
| WZ | Белый | Оксид циркония | Идеальны при работах с бронзой, алюминием, никелем, а также их сплавами. Используются только при переменном токе. Дуга от таких стержней очень мощная и стабильная. Выдерживают большие нагрузки. |
| WL | Золотистый | Оксид лантана | Наиболее долговечные. Почти не загрязняют сварочную ванну, образуемую в процессе расплавления металла, обеспечивают высокую устойчивость дуги и беспрепятственный розжиг. |
| WY | Темно-синий | Иттрий | Самые надежные проводники, используемые при сварке на постоянном токе. Оптимальны для низколегированных, углеродистых, нержавеющих сталей и титана. |
| WT | Красный | Оксид тория | Торий — низкорадиоактивный металл, поэтому требует соблюдения мер безопасности. Такие прутки применяют при сварке элементов из молибдена, тантала, нержавеющей стали. |
| WP | Зеленый | Без примесей | Чистые вольфрамовые электроды, работа с которыми возможна только на переменном типе тока. Подходит для алюминия, магния и их сплавов. |
Нюансы заточки вольфрамовых стержней
На давление образуемой дуги, особенности распределения энергии, глубину, ширину сварочного шва и размеры участка проплавленного металла влияет форма заточки выбранного проводника. Это важный параметр, требующий соблюдения правил. Для каждого типа электрода из вольфрама применяется определенный метод.

Сферическая заточка рабочего конца необходима для марок WP, WL 15, WL 10, WL 20. На эти изделия осуществляется незначительная нагрузка. А WT 20 требует лишь небольшой выпуклости на конце. Угол, направление и ширину заточки конуса необходимо корректировать так, чтобы кончик вольфрамового стержня стал острым. Важно учитывать: тупой угол обеспечивает узкий шов, высокую токовую нагрузку, большой срок службы, острый угол — широкий шов, низкую нагрузку, короткий срок эксплуатации.
Заострение неплавящихся проводников производится автоматизированным станком, точильным настольным станком, а также специальной машинкой для вольфрамовых электродов и химическими средствами. Способ подбирается в зависимости от типа прутка.
Последствия неправильной заточки
От того, насколько правильно будет выполнена заточка, зависит качество шва. Любые ошибки приводят к грубым нарушениям:
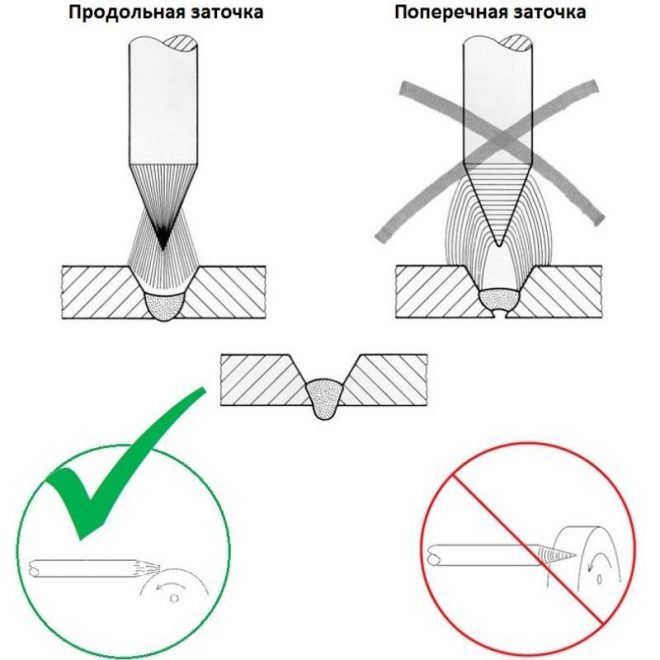
- чрезмерная или недостаточная ширина заточки конуса сказывается на форме проплавления;
- риски должны быть расположены вдоль оси стержня, иначе сварочная дуга не будет стабильной;
- слишком острый угол чреват уменьшением срока службы;
- слишком тупой угол уменьшает глубину проплавления;
- неравномерная заточка приводит к отклонению дуги.
После окончания манипуляции рекомендуется полировка вольфрамового электрода, так сглаживается величина рисок, что влияет на стабильность дуги при сварке.
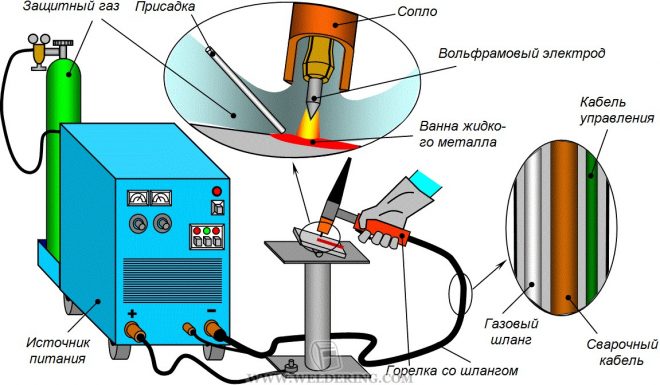
Особенности сварочного процесса
Сварка вольфрамовым электродом требует определенных навыков и опыта. Важно не только придерживаться правильной техники работы, но и точно выбирать стержни, ориентируясь на такие параметры:
- химический состав, цвет наконечника прутка, указывающий на наличие легирующих примесей;
- диаметр, отвечающий за ширину шва;
- специфику заточки, которая определяет качество проплавления.
Во время сварки неплавящимся вольфрамовым стержнем используют специальный прибор осциллятор. Вольфрам плавится при 5 тыс. °C, поэтому прутки во время работы не сгорают. Кроме осциллятора, также используется материал для присадки.








