

Проведение сварки чугуна электродом в домашних условиях
С помощью инвертора или аппарата на постоянном токе можно успешно провести сварку чугуна электродом в домашних условиях. Нужно правильно подобрать инструменты и проводить процедуру без перегрева отдельных участков материала. Перед началом манипуляций с основным изделием следует потренироваться на черновом железе.
Чугунные изделия широко применяются в промышленности и быту. Для частного использования из них изготавливают сантехнику, элементы ограждений, запчасти к автомобилям. Активная эксплуатация сплава приводит к необходимости проведения сварочных действий.
Особенности чугуна
Работа с чугуном имеет некоторые тонкости. Для качественной сварки потребуются правильные электроды. Нужно знать особенности металла.
Чугун — это сплав железа и углерода, последнего содержится не более 2,14%. Он включает также определенные добавки и примеси. При электросварке углерод способен кристаллизоваться, поэтому данный вид стали при обработке становится хрупким. Это влияет на качество сварного соединения.

Проблемы при сварке чугуна электродом возникают по следующим причинам:
- материал склонен к появлению трещин и пор;
- образуются каленые структуры, удалить которые с поверхности непросто;
- тонкий металл при перегреве может рассыпаться;
- быстро затупляется режущий железо инструмент;
- белый сорт, твердый, хрупкий, не реагирует на обработку, его можно лишь шлифовать;
- мягкий (ковкий) металл хорошо поддается обработке.
Для сварки применяют серый чугун. Он вязкий, пластичный, помимо 3,2—3,5% углерода имеет в составе серу, кремний, марганец, фосфор.
При обработке железа важно знать некоторые технологические особенности:
- непрерывный шов должен иметь длину не более 5 см;
- при варке инвертором нельзя нагревать материал до температуры выше 80°C, исключить перегрев помогут периодические перерывы в процессе сварки;
- соблюдение обратной полярности.
Подготовительный этап перед проведением сварки
Для получения качественного соединения необходимо основательно подготовиться к проведению сварочных работ. Нужно внимательно выполнить следующие предварительные действия:

- болгаркой с лепестковым кругом очистить элементы от загрязнений и пыли;
- обезжирить конструкцию растворителем;
- при манипуляциях с тонким металлом оборудовать место работы подкладками для отведения тепла;
- перед варкой толстого материала напильником или болгаркой произвести разделку кромок;
- трещины засверлить по краям и разделать по длине или вырезать трещины и закруглить концы;
- перед горячей сваркой изделие нужно нагреть с помощью печи, газовой горелки или паяльника.
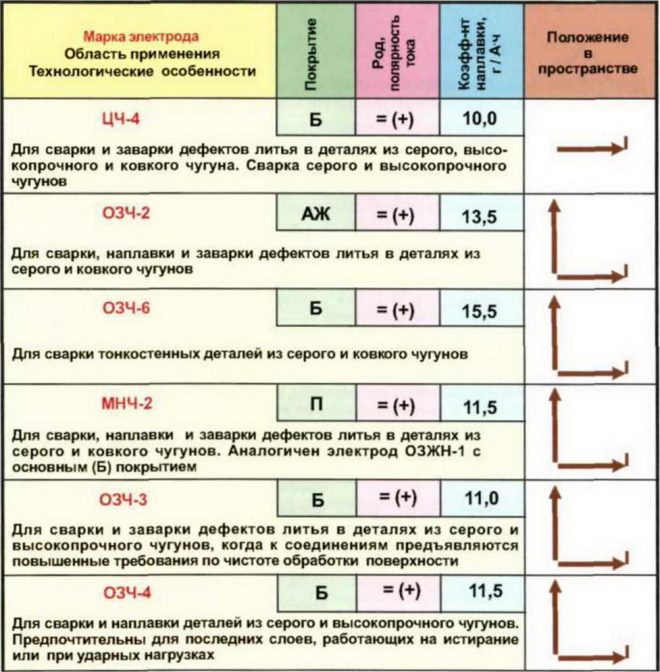
Для работы подойдут проводящие ток стержни, содержащие медь или никель (ОЗЖН-1, ОЗЧ-2,3, 4,6, МНЧ-2 и другие).
Технологический процесс варки чугуна в домашних условиях
Для правильной сварки чугуна электродом в домашних условиях следует соблюдать требования к подготовке изделий и ведению сварного шва:

- При работе с толстым материалом выполняется разделка кромок под углом 45°. Это делается с помощью болгарки или точильного станка.
- Графитовое основание размещают под материалом толщиной 3 мм и менее. Это предотвратит вытекание расплавленного металла с обратной стороны.
- Очищают поверхности от грязи, разогревают его паяльником или иным методом.
- При достижении необходимой температуры начинают варить чугун. Ставятся прихватки, фиксирующие конструкцию (кроме заварки швов и раковин). Их число должно быть больше на 20%, чем при работе с малоуглеродистой сталью.
- Шов делают быстро, избегая колебаний электродом. Для соединений более 10 см он ведется с разных сторон в несколько заходов. Благодаря этому все части изделия прогреваются равномерно.
- Толстые пластины требуют многопроходных швов. Второй и последующие слои делаются при колебании электродом. Так границы шва расширяются, чугун прочнее связывается.
- Каждый проход завершается отделением шлака. Это предупреждает непровары, позволяет перекрыть поры нижнего шва.
- Закончив работу, материал присыпают песком или углем и дают остыть.
Иногда качественную сцепку шва производят при помощи металлических шпилек с резьбой. Они вкручиваются в кромки изделия и должны иметь диаметр до 40% от толщины рабочего материала. Их требуемое количество вставляют в обрабатываемую поверхность в шахматном порядке. Такое расположение исключает перегрев изделия. Они усиливают сварное соединение, снижают содержание в нем углерода.
Вокруг каждой шпильки металл наплавляют послойно. Затем заваривается пространство между нетронутыми креплениями. Выполняют один соединительный шов или несколько.
Способы сварки
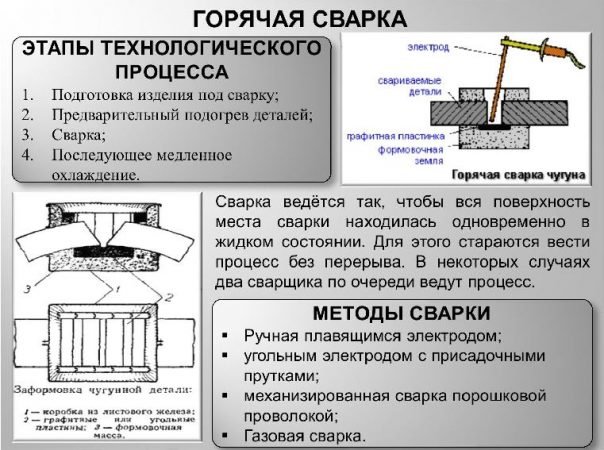
Сваривание чугунных сталей производится одним из трех способов:

- Горячим. Перед соединением детали прогревают до 600—650°C. Для домашних условий данный метод не подходит. Он требует наличия специального нагревательного аппарата, знания нюансов взаимодействия с нагретым металлом.
- Полугорячим. Аналогичен предыдущему способу, но температура нагрева составляет 300—350°C.
- Холодным. Рабочие поверхности не нагревают. Данный метод применяют в домашних условиях.
В быту применяется методика сваривания чугунных сталей с использованием газа. При этом получают более прочный соединительный стык. Технология подходит для проваривания металла на незначительную глубину.
На качество шва влияют некоторые моменты:

- подаваемое на проводящий ток стержень напряжение;
- опыт сварщика, т. е. его умение накладывать на железо расплавляемый электрод;
- сила тока, идущего через проводник;
- скорость прохождения электрода по свариваемым элементам.
Для работы идеально подойдет напряжение 25—30 В при силе тока не менее 150 А. За час проводной стержень должен проходить не более 12 метров. Для этого необходима сварная проволока толщиной до 1 мм.
Сваривание чугунных сталей может производиться нержавеющим электродом. Ее осуществляют в среде инертного газа. Метод применяют при ремонте канализационных труб или автомобильных элементов. Его используют для соединения металлов разной природы.
Соблюдение мер безопасности
Сварка чугуна электродом в бытовых условиях требует соблюдения следующих норм безопасности:

- помещение для проведения работ должно иметь освещение и вентиляцию;
- необходимо использовать заземление;
- чугун нельзя быстро охлаждать, поэтому его поверхность нужно защитить от влаги;
- исполнитель обязательно использует СИЗ (средства индивидуальной защиты).
Заварить чугунное изделие в домашних условиях несложно при знании основ работы, соблюдении всех технологических нюансов процесса.









