Область применения и преимущества TIG сварки
Идея сварки в нейтральной среде была запатентована в 1890 году, и только в 1941 разработана технология самого процесса. Название TIG сварки связано с вольфрамом, материалом, идущим на изготовление неплавящегося электрода. Технология ТИГ позволила сваривать ранее не соединяемые данным способом материалы, такие как алюминий, магний, бронза, никель, латунь, титан.
Особенности процесса ТИГ сварки
До изобретения ТИГ технологии получить сварной шов при работе с алюминием, магнием, нержавеющей сталью было практически невозможно. В процессе сварки кислород, водород и азот воздуха попадали в расплавленный металл сварочной ванны, приводили к появлению пор и пузырьков, тем самым ухудшая качество соединения.
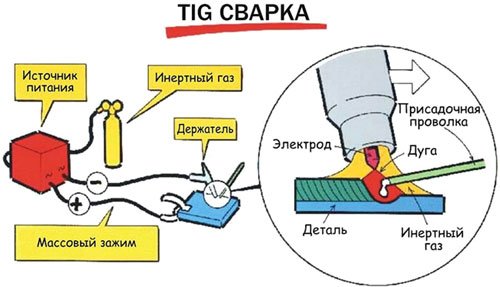
При работе с неплавящимся электродом в среде инертного газа дуга зажигается между электродом и материалом. Благодаря высокой температуре плавления электрода в 34220С вольфрам не плавится, дуга достигает высокой температуры, таким способом можно сваривать практически все стали.
Вольфрамовый электрод крепится в цанге внутри горелки. Через сопло горелки в зону расплавленного металла подается инертный газ, чаще всего это аргон или гелий. Если свариваемые детали придвинуты вплотную и на концах имеются кромки, то материала изделия достаточно для формирования сварного шва. При наличии зазора или в случае разделки кромок, для формирования шва в зону ванны подается присадочная проволока, вручную или в автоматическом режиме.
Область применения ТИГ сварки
С помощью TIG сварки можно соединять:

- алюминий;
- титан;
- магний;
- легированные стали.
Благодаря новой технологии эти материалы широко задействованы в авиастроении, военной промышленности, космическом производстве. Красивый аккуратный шов не портит внешний вид изделия, используется в быту. Практически в каждом доме есть кухонная посуда и полотенцесушители, сваренные ТИГ сваркой из нержавеющей стали.
Технология позволяет сваривать самые тонкие материалы, что широко применяется при ремонте автомобилей на автосервисах. С помощью аргонодуговой сварки TIG неплавящимся электродом можно соединять велосипедные трубки, выполнять монтаж кондиционера в автомобиле, заделывать дыры в радиаторе.
Сваренные с помощью аргонной сварки TIG швы имеют высокое качество, герметичны, используются на ответственных изделиях, вплоть до контейнеров для радиоактивных отходов, емкостей, оболочек в химической и нефтеперерабатывающей промышленности, машиностроении.

Преимущества технологии ТИГ сварки
По сравнению с иными способами, аргонодуговая сварка TIG имеет следующие преимущества:

- широкий спектр свариваемых материалов, возможность соединять легированные стали, цветные металлы, чугун;
- в процессе ТИГ сварки нагревается небольшая зона изделия, поэтому детали практически не деформируются;
- сварной шов отличает высокое качество и герметичность;
- красивый качественный швов практически не требует последующей обработки;
- простой процесс обучения основам мастерства.
Техпроцесс ТИГ расширил область применения алюминия. При сваривании иными способами кислород вступает в реакцию с металлом, образуя на поверхности ванны легкую тугоплавкую пленку, которая препятствует процессу плавления алюминия, имеющего температуру плавления в 660 0С. Температура плавления оксида алюминия составляет 2072 0С. Инертная среда защищает зону расплавленного металла от кислорода, тем самым давая возможность соединить алюминиевые детали.
Несмотря на большие возможности и хорошее качество, технология имеет свои недостатки:
- при аргонной сварке TIG на открытом воздухе возможно нарушение инертной защиты порывами ветра;
- предварительно необходимо качественно подготовить поверхности;
- горелка имеет конструкцию, неудобную для соединения изделий под острым углом.
Технология выполнения сварных швов с помощью ТИГ сварки
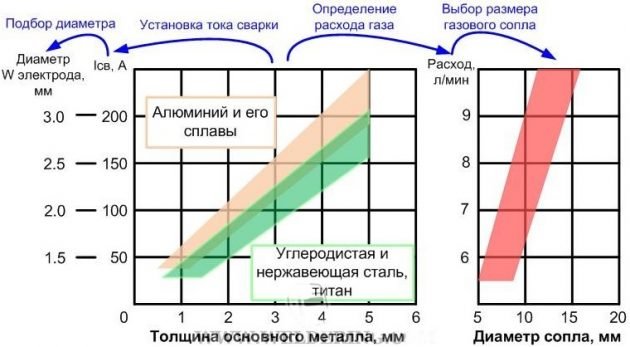
В зависимости от материала и толщины изделия, подбираются параметры режима процесса: сила тока, диаметр электрода и присадочной проволоки, если она применяется. Существует три способа розжига дуги:

- чирканье электродом по металлу, используется редко, при этом способе быстро деформируется кончик электрода и на изделии образуется след;
- наиболее частый способ – точечное касание, используется в аппаратах средней ценовой категории;
- бесконтактный способ применяется на дорогом оборудовании.
Технология выполнения зависит от толщины металла, вида соединения и разделки кромок. Для тонких деталей разделку не выполняют. В процессе аргонодуговой сварки TIG стараются поддерживать расстояние между металлом и электродом в 3 мм. При большей величине шов получается широкий, но неглубокий, без полного проплавления металла, что отрицательно влияет на качество соединения.
Чтобы обеспечить хорошее проплавление толстого материала, предварительно разделывают кромки. Корневой шов выполняют ровно и, по возможности, с одинаковой скоростью. При заделывании второго прохода непрерывно, с поперечными колебательными движениями, подается присадочная проволока.
Оборудование для ТИГ сварки
Для выполнения процесса потребуется:
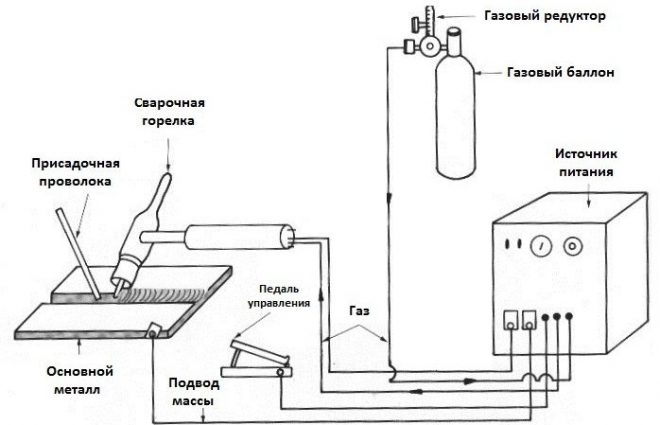
- Источник питания.
- Соединительные кабели.
- Баллон с газом.
- Горелка.
При диаметре до 3 мм горелка охлаждается естественным воздушным путем. При больших размерах через ручку подается охлаждающая жидкость — дистиллированная вода.
В качестве оборудования используется высокочастотный генератор, преобразующий переменный ток электросети 50 Гц в высокочастотный 50 КГц. Процесс сваривания можно выполнять как на прямой и обратной полярности, так и на переменном токе.
Последний вариант используется при соединении алюминиевых деталей. Металл хорошо прогревается в тот момент, когда на электрод подается отрицательное напряжение. В то время, когда на электроде плюс, плавятся окислы, имеющие высокую температуру плавления.
В продаже имеется оборудование, позволяющее создать переменный ток асимметричной формы для получения нужной температуры. При использовании постоянного тока минус подключают на электрод, в этом случае больше прогревается деталь. Чтобы исключить прожог тонких изделий, на электрод подают плюс.