

Роль полярности в сварке
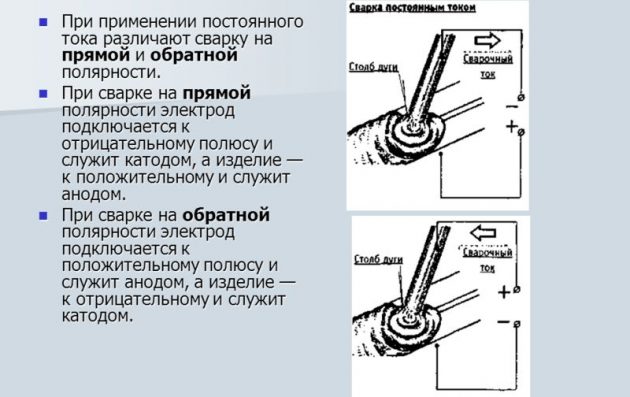
Если сваривать с постоянным током, то можно работать как с прямой, так и с обратной полярностью сварки. Эти способы имеют свои особенности:
- Нужно применять прижимную струбцину во избежание повреждения свариваемых пластин в месте подсоединения кабеля.
- Получается достаточной ровный сварной шов и не образуется сильных металлических брызг в сравнении со сваркой переменным током.
- Метод подключения напрямую влияет на то, сколько материала переносится с электрода на деталь. Это связано с неравномерным нагревом катода и анода.
Факторы, на которые влияет полярность при сварке
В сварочном аппарате имеется специальное гнездо с «+» и «-». При обратной полярности при сварке заготовка соединяется с минусовой клеммой инвертора. В противоположном случае кабель соединяет металл с плюсовой клеммой.
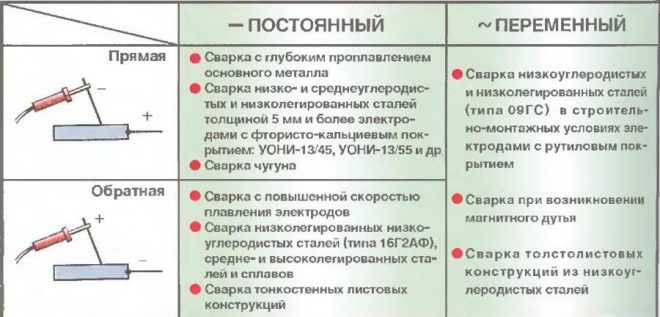
Выбор способа вплотную связан с режимом. При прямой полярности на конце сварочного кабеля появляется анодное пятно с температурой 390. Эта тепловая нагрузка полностью ложится на металл, что делает шов более глубоким. Такая температура подходит для толстых конструкций, сплавов, невосприимчивых к перегреву. Подходит этот способ и для материалов разной толщины.
При обратной на конце сварочного кабеля образуется катодное пятно с температурой 320 (разница с прямой составляет 70, что очень существенно). Такой способ используется в тех случаях, когда сильно разогретый кабель может испортить металлическую заготовку. Обратная полярность при сварке используется при работе с нержавейкой или легированной сталью, тонкими металлами или сплавами, портящимися от перегрева.
Выбор зависит и от типа электрода и флюса. Обратная полярность не используется в работе с угольными электродами из-за возможного перегрева флюса и последующего разрушения элемента. Цветные металлы с вольфрамовым электродом свариваются только при прямой полярности. Для алюминия же она совершенно не подходит из-за сильного увеличения температуры на участке накаливания. Производитель инвертора всегда указывает необходимые настройки для определенного типа электрода.
Особенности сварки при прямой полярности
Для прямой полярности при сварке характерно следующее:

- Небольшой приток тепловой нагрузки к детали, что обеспечивает правильный нагрев.
- Сильная проплавка позволяет сделать сварной шов более глубоким.
- Электрод достаточно быстро выходит из строя, часто приходится заменять.
- Металл сильно разбрызгивается, так как попадает в сварочную ванну большими каплями. В то же время среда, создаваемая внутри ванны, растекается, что позволяет задать направление шва. Таким образом, легко задать его глубину.
- В шве между двумя металлами образуются определенные элементы — кремний и марганец, в то время как углерод отсутствует.
- Можно использовать ток с более высоким значением благодаря не такому сильному нагреву электрода.
Особенности сварки при обратной полярности
Обычно таким способом сваривают тонкие листы заготовки. Самый большой риск в этом процессе — возникновение прожогов. Чтобы снизить эту вероятность, используют следующие методы:

- При непрерывистом шве может возникнуть коробление металла (заметно при длине от 20 см). Чтобы этого избежать, рекомендуется варить участок в начале стыковки, затем в центре, после чего переместиться в конец и сделать отрезки.
- При выполнении деликатной работы с тонкими листами, работу электрической дуги периодически приостанавливают.
- При работе с тонкими заготовками с неровными краями, нужно обязательно использовать вспомогательный слой, который бы забирал все тепло от нагрева. В этой роли обычно выступает медная или стальная пластина.
- Для уменьшения нагрева, потенциал тока снижают.
- При сваривании кромок, можно произвести отбортовку под углом 180.
- При сваривании внахлест, нужно герметично прижать друг к другу металлические пластины. В противном случае произойдет прожог верхней заготовки.
Чтобы прилегание деталей было плотным, рекомендуется использовать струбцину.
Используя этот метод впервые, лучше сначала сделать пробную сварку на уже испорченном листе металла. Это поможет избежать возможных ошибок при дальнейшей работе с заготовками.
Достоинства и недостатки способа
К достоинствам этого метода относят следующие:

- Электрод работает не так быстро, поэтому не подлежит такой частой замене, как при прямой.
- Жидкий материал практически не разбрызгивается.
- Деталь глубоко плавится при помощи этого метода, благодаря усиленному теплообразованию на обоих полюсах.
При таком способе нельзя использовать электроды, восприимчивые к сильному перегреву. Если используется низкий ток, то качества шва резко снижается.
Если сварщик работает с высоколегированной сталью, то нужно полностью выполнить все рекомендации, которые касаются рабочих циклов и остывания.
При прямой и обратной полярности сваривания металлы и электрод требуют разных настроек для работы. Чтобы результат работы не разочаровал, нужно индивидуально настраивать силу тока и циклы работы.

Расход электрода зависит от правильного подключения к аппарату. Это связано с разной температурой на анодном и катодном пятнах.
Качество сварного шва зависит от скорости перемещения электрода. Если скорость низкая, то заготовка прогревается не так сильно.
Некоторые считают, что у обратной полярности больше преимуществ, чем у прямой полярности при сварке. Но все зависит от конкретной ситуации. Сейчас почти у всех электродов указана рекомендованная полярность, на которую влияет материал расходного элемента и определенная модель сварочного аппарата.








