

Что такое катет сварного шва
Сваривание металлических изделий – это наилучший способ получить прочное и надежное сварное соединение. Сварка отдельных элементов в цельные детали должна отвечать высоким требованиям качества, поскольку сложные металлоконструкции имеют огромный вес и должны выдерживать высокие эксплуатационные нагрузки. А это зависит от катета сварного шва.
Качественные параметры сварных работ
Чтобы выполнить качественное сварное соединение, необходимо знать его параметры. Одним из таких параметров является катет. Именно соблюдение его размера позволяет выдерживать будущему изделию статические и динамические воздействия. Катет сварочного шва – это расстояние, идущее по плоскости одной детали до угла примыкания с другой. Но чтобы знать этот размер, его надо правильно рассчитать.
Типы сварных соединений
Участок стыковки двух элементов, полученный в процессе кристаллизации металла после расплавки, называется сварным швом (линией). Выбирают вид сварочной стыковки в зависимости от конфигурации готовой конструкции. В конечном варианте изделие должно иметь нужную форму, хорошую работоспособность и не поддаваться разрушениям.
Сварные швы бывают двух типов:
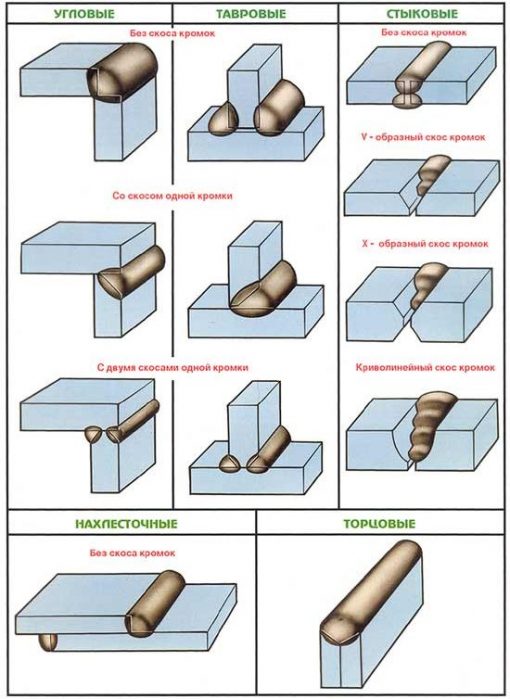
- угловой;
- стыковой.
Угловой выполняется в случаях, когда необходимо получить тавровую, крестовую или непосредственно угловую форму. В сечении такие стыки выполняются с односторонней или двухсторонней разделкой кромок (здесь играют роль габариты конструкции). По виду продольного сечения стыковочные линии бывают непрерывными или прерывистыми (в зависимости от толщины металла).
Стыковой – это самый распространенный вариант сложения двух изделий торцами, внахлест или со скосом кромок. Чаще такие элементы свариваются по горизонтали, а линия сваривания отличается сплошностью стыка. Соединение встык проводят без разделки кромок, но с разделкой торцов деталей. При этом края могут быть как прямыми, так и криволинейными. Металлические листы, соединяемые без разделки кромок, имеют толщину более 8 мм. При меньшем размере детали укладывают с нахлестом 2 мм.
Геометрические характеристики
Параметры сварки рассматриваются исходя из вида сварных швов – угловой или стыковочный. К основным геометрическим характеристикам относятся:
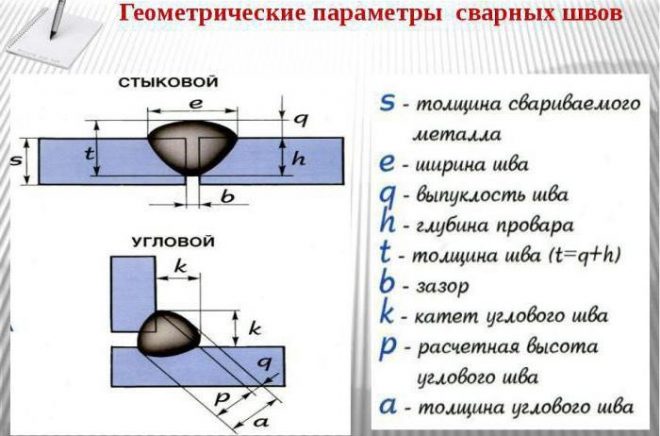
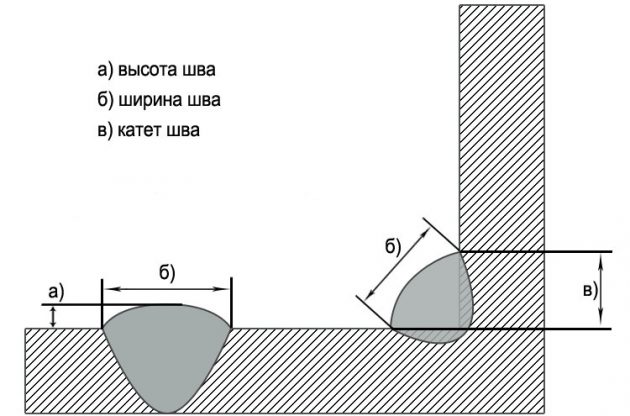
- ширина – поперечный размер всей наваренной линии между свариваемыми деталями;
- толщина – расстояние от низшей точки провара до верхней;
- корень шва – часть сварки, максимально удаленная от поверхностей заготовок;
- выпуклость (вогнутость) – размер берется от поверхности детали до самой высокой (низкой) наваренной точки;
- глубина провара – выводится исходя из заполнения зазора металлом, образованным после сварки (не считая выпуклости);
- катет – эта величина, определяющаяся в условиях угловой сварки и подобна катету равнобедренного треугольника, входящего в поперечное сечение заготовки.
Катет шва при сварке – одна из главных характеристик стыка. При соединении металлов одной толщины катет задается по величине кромок. Если заготовки имеют разные размеры, то величину катета выбирают по толщине меньшей, поскольку большая величина способна вызвать деформацию изделия.
К геометрическим параметрам, необходимым для расчета прочности сварного стыка, можно отнести также толщину металла и величину зазора между соединяемыми деталями.
Размер катета углового шва
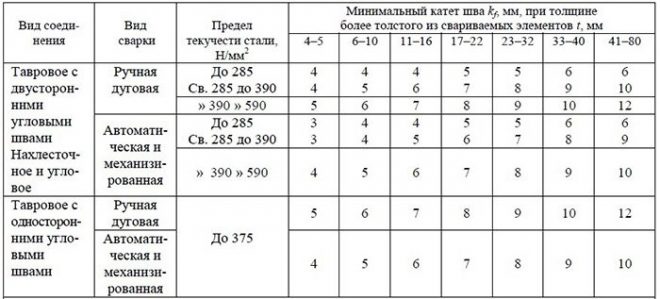
Надежность сварного стыка зависит от его толщины и длины. Эти размерные величины должны быть достаточными, чтобы выдерживать заданные нагрузки. Согласно расчетной нагрузке выбирают катет углового шва.
Экспериментальным путем были разработаны специальные приспособления, определяющие характеристики будущего углового соединения. Наиболее распространенным прибором является сварочный шаблон. При его создании прибегли к известным законам геометрии, согласно которым произвели расчет катета сварного шва.
Применяя шаблон на практике, придерживаются таких условий:
- для соединения листов, имеющих толщину меньше 4 мм, катет углового шва принимают равным этой величине;
- при больших поперечных размерах металла за необходимую величину катета сварочного шва берут 40% от толщины деталей плюс 2 мм к получившейся цифре.
Слишком большой катет брать нерационально. Это, возможно, и приведет к усиленной прочности, но скажется негативно на других факторах:
- увеличит расход материала;
- поднимет стоимость строительных работ;
- спровоцирует деформацию изделия.
Наружный контроль качества сварного соединения выполняется двумя способами – разрушающим и неразрушающим. При неразрушающем контроле применяют сварочный шаблон, с помощью него визуально определяют наличие дефектов. А для обнаружения внутренних дефектов используют метод внутреннего контроля, который проводят при помощи ультразвуковых и рентгеновских приборов.
Что влияет на качество швов
Качество свариваемых стыков зависит, в первую очередь, от электродов, используемых для проведения работ. К качеству электродов предъявляются стандартные промышленные требования:
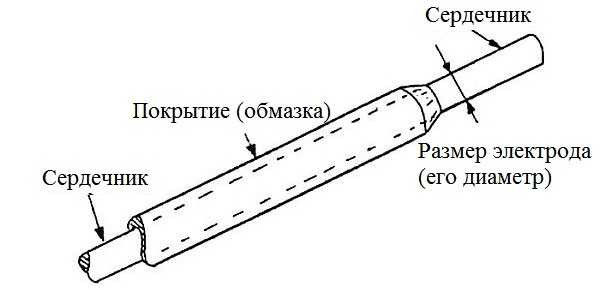
- специальный состав металлического стержня;
- устойчивое горение электрической дуги;
- минимизация разбрызгивания.
Помимо заводских требований, есть и дополнительные условия к сварке соединений заданной формы. Для выпуклых линий необходимы электроды, образующие при плавке густую и вязкую консистенцию. Если же при оплавлении стержень дает слишком жидкий расплав, то сформируется вогнутая линия. Выпуклые стыки считаются усиленными, а вогнутые – ослабленными. Часто применяют плоские линии сварки – это универсальный тип соединения элементов.
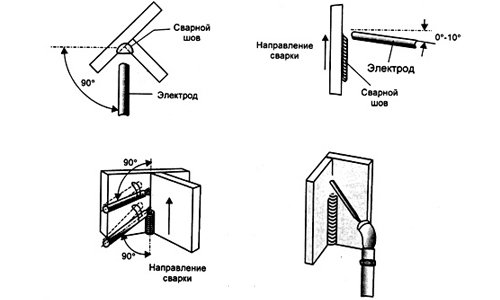
Кроме правильно выбранных электродов, на качество сварки оказывает влияние режим работы, который можно корректировать:

- при повышении силы тока ширина сварочной линии не будет отличаться от заданной, а глубину провара можно увеличить;
- изменением напряжения добиваются увеличения ширины стыка, при снижении глубины провара;
- повышая скорость передвижения электрода, удается уменьшить ширину, и значительно увеличить глубину.
При выполнении сварочных работ необходимо помнить, что завышение скорости движения электрода на величину более 50 м/час чревато снижением качества работ, поскольку металл от скоростного воздействия прогревается недостаточно, отчего страдает плавка и нарушается кристаллизация.









