

Необходимая температура и процесс плавления бронзы
Изделия из бронзы имеют широкое распространение среди мастеров-любителей, занимающихся изготовлением различных предметов искусства, оружия и аксессуаров к нему, украшений и т. д.
Отсутствие производственной базы не является препятствием к выполнению работ, основная проблема — недостаток информации о свойствах, температуре плавления бронзы и режимах обработки сплавов меди. Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса.
Основные характеристики бронзовых сплавов
Бронза — это собирательное название сплавов меди с различными легирующими добавками. Таких добавок может быть использовано очень много:

- Олово.
- Алюминий.
- Свинец.
- Бериллий.
- Кремний.
Все виды бронзы имеют в составе небольшое количество цинка, свинца или фосфора. При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
Бронзы подразделяются на:

- оловянные. Представляют собой сплавы меди и олова в том или ином соотношении;
- безоловянные. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Оловянные виды являются наиболее распространенными. Широко известная колокольная бронза (80% меди и 20% олова). Недостатком оловянной бронзы является хрупкость.
Безоловянные составы имеют массу специфических качеств, успешно используемых для выполнения различных задач.
Распространенными видами безоловянной бронзы являются:
- Бериллиевая бронза. Имеет высокую прочность, превосходящую высококачественную сталь.
- Кремниецинковая. Устойчива к трению, обладает высокой текучестью в расплавленном состоянии, чему способствует добавление кремния.
- Свинцовая. Демонстрирует высокую стойкость к коррозии.
- Алюминиевая. Обладает устойчивостью к коррозии, имеет высокие фрикционные способности.
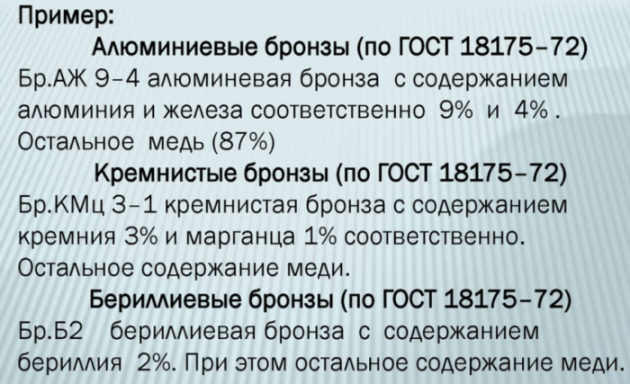
Общепринятая маркировка сплавов
Необходимо понимать, что в составе любого сплава содержится несколько добавок, придающих данной марке бронзы определенные специфические качества. Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.
Узнать о составе данного сплава можно из его маркировки. Буквы, присутствующие в ней, кроме первых Бр (бронза) обозначают:

- алюминий – А;
- железо – Ж;
- марганец – Мц;
- олово – О;
- сурьма – Су;
- цинк – Ц;
- никель – Н;
- фосфор – Ф;
- кремний – К;
- свинец – С;
- бериллий – Б.
Подготовка к литью бронзы в домашних условиях
Для плавления бронзы в домашних условиях необходимо иметь соответствующее оборудование и приспособления. Процесс происходит при высоких температурах, с выделением дыма и прочих продуктов горения, поэтому лучше всего работать в гараже или мастерской, выполнять все действия в квартире не рекомендуется.

Для плавления бронзовых составов необходима высокая температура, в пределах 900–1200°, поэтому обойтись без муфельной печи или горна не получится. Понадобится оборудовать качественную вытяжную вентиляцию, напольное покрытие должно отвечать всем требованиям пожарной безопасности. Необходимо приготовить емкость для плавки (специалисты рекомендуют делать расплав в чугунной емкости с вытянутым носиком для точности литья, которая называется тигель).
Для вынимания раскаленного тигля из печи и захвата горячих отливок потребуются клещи (щипцы) и крюк. Обязательно надо позаботиться о защите от искр или брызг расплавленного металла и приготовить фартук и рукавицы из плотного и прочного материала (в идеале можно использовать костюм сварщика).
Потребуется изготовить литейную форму, для горна понадобится древесный уголь.
Особенности процесса литья
Процесс плавления бронзы происходит в следующей последовательности:
- Бронзовый лом измельчается и укладывается в тигель.
- Тигель помещается в муфельную печь, которую рекомендуется нагреть заранее.
- Расплавленный металл необходимо перегреть, для чего его выдерживают в печи на 5 минут дольше, чем надо. Это делает расплав более текучим.
- Используя крючок и щипцы, тигель извлекают из печи, незамедлительно разливают в приготовленную форму.
Форму следует подготовить, хорошенько прокалив ее в печи. Если этого не сделать, металл при начале отливки сразу же остынет и станет твердым, не заполнив всю форму целиком.
Подготовка формы производится в следующем порядке:
- Печь нагревается до 600°.
- Форма помещается в печь и прогревается до имеющейся температуры.
- Нагрев печи увеличивают до 900° и выдерживают форму в таких условиях около 3–4 часов.
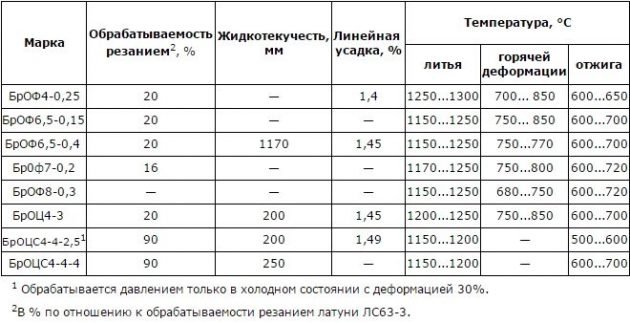
Следует учитывать, что температура плавления бронзы данной марки должна быть ниже, чем величина нагрева печи. Расплав надо разогреть до более высокой температуры для получения максимальной текучести (бронза отличается высокой вязкостью в жидком состоянии), а также для получения некоторого запаса температуры для качественного изготовления отливки.
Как сделать литейную форму
Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из песка (75%), глины (20%) и каменноугольной пыли (5%). Компоненты тщательно перемешиваются до состояния однородной массы.
Опока представляет собой два неглубоких ящика, установленных друг на друга. Один, нижний, имеет дно и наполняется формовочной смесью по самый верх. Второй ящик дна не имеет, а оборудуется двумя поперечинами.
Процесс изготовления формы:
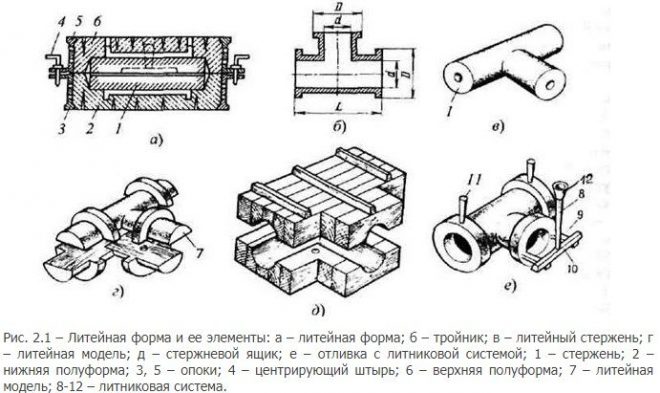
- модель, предварительно покрытая тонким слоем талька или графитового порошка, вдавливается до половины в формовочную смесь нижнего ящика;
- затем устанавливается верхний ящик и наполняется смесью, утрамбованной так, чтобы модель была полностью и плотно облеплена ей;
- для заливки делается одно или несколько отверстий — литников;
- форма разрезается по линии стыка ящиков и разделяется пополам;
- модель извлекается, а ящики соединяются снова, пустоты от модели соединяются и образуют полость, имеющую необходимую форму.
В завершении процесса форму надо немного подсушить и можно использовать по назначению.
Заливка бронзы в литейную форму

Заливка расплава сама по себе не представляет сложности — металл наливают тонкой равномерной струйкой до заполнения формы целиком.
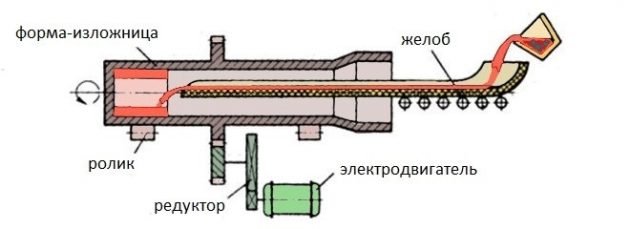
Сложности могут возникнуть при отсутствии воздушных каналов, в которые может выходить воздух. Если выходы закупорены, воздушные пробки не позволят расплаву полностью занять всю форму, и отливка будет испорчена. Проблему можно решить с помощью центрифуги, которая распределяет металл внутри формы и помогает ему преодолеть сопротивление воздушных пробок.
Как изготовить качественное литье
Чтобы получить качественное бронзовое литье, понадобится последующая механическая обработка отливки. Надо последовательно выполнить операции отделения литников, удаления облоя, механической шлифовки и полировки изделия. Получить сразу готовую отливку высокого качества в домашних условиях невозможно, поэтому надо подготовиться к выполнению доводочных процедур.









