Процедура регулировки клапанов ЯМЗ 236
Продукция Ярославского моторного завода характеризуется надежностью и легкостью техосмотра и ремонта. V-образный 6-цилиндровый ЯМЗ 236 и сегодня остается одним из наиболее востребованных для грузовой техники. Простая конструкция обеспечивает доступность всех механизмов для обслуживания, что очень удобно, в частности, для регулировки клапанов ЯМЗ 236.
Особенности двигателя
ЯМЗ 236 был разработан в 50-е годы, и до сих пор устанавливается на более чем 40 моделях машин, в том числе военных, а также тракторах и китайских большегрузных тягачах. Незначительные изменения его технических параметров коснулись, в основном, турбонаддува, системы питания, а также выпуска газов. Они позволили повысить его мощность и экономичность, а также уменьшить уровень загрязнения выхлопных газов. ЯМЗ 236 заслужил признание автомобилистов благодаря:
- простоте конструкции;
- рациональному размещению каждого из компонентов;
- высокой степени унифицированности его узлов.
Технические параметры ЯМЗ 236
Двигатель ЯМЗ 236 характеризуется:

- объемом – более 11 л;
- максимальной мощностью – до 420 л. с.;
- степенью сжатия – 17,5;
- жидкостным охлаждением;
- верхним расположением клапанов;
- ресурсным пробегом – 800 тыс. – 1 млн. км;
- расходом топлива – до 25 л на 100 км;
- эконормой – до Евро 4.
V-образное размещение шести цилиндров позволило уменьшить массу и длину агрегата, а, следовательно, и вес всего автомобиля. Относительно друг друга они расположены под прямым углом. Те элементы, которым необходим регулярный осмотр или регулировка, находятся перед цилиндрами или между ними.
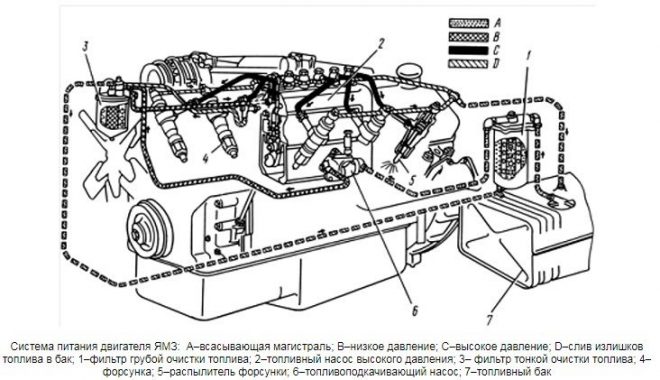
Система питания двигателя
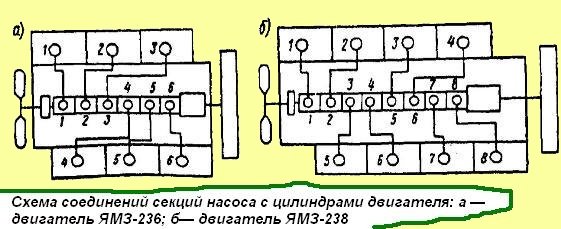
Система питания оборудована топливоподкачивающим насосом высокого и низкого давления с непосредственным впрыском воздушно-газовой смеси. Насос располагается между двумя рядами цилиндров. Вал насоса крутится с частотой, в два раза меньшей, чем коленчатый, и обеспечивает подачу порции топлива в точно рассчитанные моменты.
Блок отливается из высокопрочного чугуна. Для снятия температурных напряжений в металле и сохранения его точной конфигурации он обработан специальной техникой старения. Для размещения шатунного механизма камеры сгорания сдвинуты друг против друга на определенное расстояние.
Головки цилиндров имеют по два клапана, снабженных пружинами. Соединяясь с клапаном специальными замками, тарелки пружины обеспечивают его вращение. Клапанные седла изготавливают из сплавов чугуна, обладающих высокой жаропрочностью. Клапанная крышка отлита из стали, под ней находится прокладка-сэндвич.
В газораспределительном механизме применяются специальные качающиеся толкатели с роликами. Привод клапанов выполняется кулачками распределительного вала, штангами и коромыслами. Материалом служит:
- для распредвала – углеродистая сталь;
- толкателей – сталь, их получают методом штампования;
- впускных клапанов – жаропрочная сталь;
- выпускные – сварные, их тарелочки тоже выполнены из твердых сплавов.
Корректировка параметров
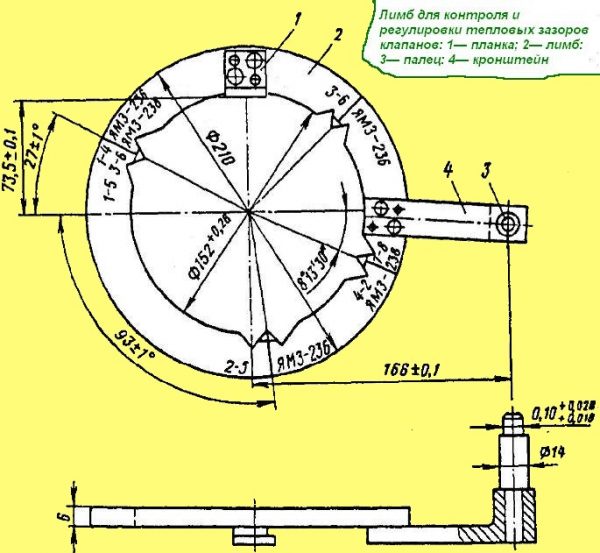
Техобслуживание двигателя требует, в числе других операций, регулировки клапанов ЯМЗ 236. В конструкции клапанного механизма предусмотрены тепловые зазоры заданных размеров. Они призваны обеспечить достаточно плотную присадку клапанов в их седла.
Другая их задача состоит в компенсировании расширения деталей при температурном воздействии. Заводские настройки обоих клапанов предусматривают равные значения – по 0,25-0,3 мм. На изношенных двигателях возможно расширение до 0,4.
При превышении расчетного размера зазоров уменьшается подъем клапанов ЯМЗ 236, отчего:
- снижается качество наполнения и последующего освобождения камеры от газов;
- происходит рост действующих нагрузок;
- наблюдается ускоренный износ всех элементов двигателя.
Чересчур маленький зазор не обеспечивает:
- плотного прилегания элементов;
- качества газодинамических реакций;
- мощностных параметров и достаточной экономичности двигателя.
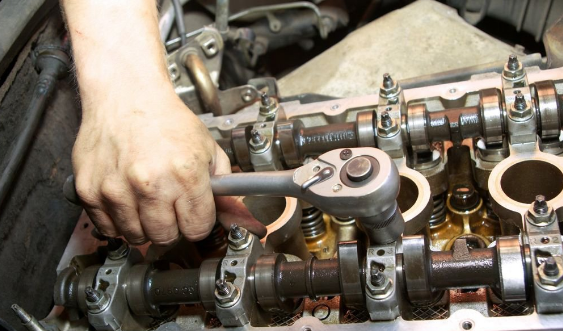
Работы по обслуживанию клапанного механизма надо производить после охлаждения двигателя. Последовательность действий проста и понятна:
- после отключения подачи топлива снимается крышка;
- проверяется прочность затяжки винтов коромысел;
- выполняется вращение коленчатого вала только по часовой стрелке до точки, при которой закрывается впускной клапан на первом цилиндре;
- коленвал прокручивается еще на третью часть оборота, после чего щупом измеряется зазор в 1 цилиндре;
- для остальных – процедура повторяется в том же порядке;
- если необходимо, при закручивании контргайки регулировочного винта придерживают болт отверткой.
После корректировки зазоров проверяется степень изношенности прокладок. При необходимости их также следует заменить.