

Как и чем паять пластиковые трубы
Чугун, сталь, таскание тяжестей и жуткий разгром в квартире при смене водопровода, канализации или отопления наконец-то уходят в прошлое. На смену им приходят полипропиленовые трубы, чистота и скорость. Больше не нужно неделями ждать рабочих, бояться последствий сварки и разгрома. Можно даже не платить за работу. Именно для этого и учатся паять пластиковые трубы самостоятельно.
Инструменты для пайки пластика
Чтобы пайка пластиковых труб прошла быстро и чисто, следует позаботиться заранее о наличии всего необходимого инструмента. Он продается практически в каждом строительном магазине. К необходимому инструментарию относят:

- Полипропиленовые трубы.
- Аппарат для ручной сварки. Для диаметров 26–50 мм нужен агрегат мощностью 600–650 Вт, на 63–110 мм потребуется 1500–1600 Вт.
- Подставка и насадки для выбранных диаметров.
- Роликовый труборез. Это специальные ножницы для резки штуцеров.
- Соединительные муфты.
- Муфты угловые 450 и 900.
- Выходы с металлической резьбой.
- Крепежные полипропиленовые клипсы.
- Мерилоновые утеплители (пайка трубопровода отопления).
- MPB-ушастики (подводка к смесителям).
- Рулетка или длинная линейка.
- Торцеватель (зачистка штуцеров, срезов). Можно обойтись напильником или наждачной бумагой с мелким зерном.
- Карандаш или маркер.
- Обезжириватель.












Нюансы правильной пайки

Пайка пластиковых труб начинается с подготовки элементов трубопровода и разметки стен или пола. С помощью рулетки и маркера размечают необходимые куски, трубу нарезают, подбирают муфты для поворотов. Клипсы к стене лучше прикрепить заранее. Это даст возможность быстрого сбора и проверки контура.
В процессе соединения полимерных труб очень важно сделать качественный шов. Поэтому горячие полипропиленовые элементы в момент соединения или остывания нельзя смещать, прокручивать или гнуть — под давлением смещенный шов даст течь. А также не стоит слишком сильно сжимать нагретые детали, это чревато уменьшением проходного диаметра. Зазор между краем трубы и внутренней поверхностью фитинга не выдержит давления при пуске или проверке системы. Крепить к стене или собирать контур можно только из полностью остывших элементов, чтобы избежать смещения швов.
Нагар или остатки пластика на насадках паяльника могут испортить следующие отрезки, поэтому насадки обязательно нужно очищать деревянной палочкой. Дерево не повреждает тефлоновое покрытие.
Работа будет проведена качественно только при температуре окружающей среды выше 0 0C. Более низкая даст неправильное остывание пластика и ломкость соединений. Армированная полипропиленовая труба требует дополнительной подготовки — перед сваркой удаляется армированный слой алюминия и полипропилена в местах соединения.

Соединение труб паяльником
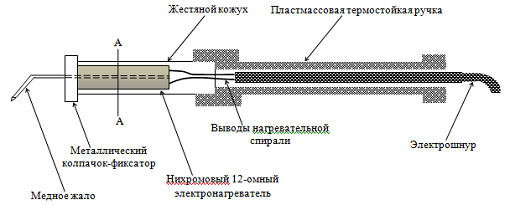
Правильное обращение с инструментом служит одной из гарантий долговечности и хорошего качества трубопровода. Паяльник для сварки пластика снабжен подошвой с двумя нагревательными ТЭНами, насадками разного диаметра и специальным регулятором температуры. Каждый ТЭН имеет собственный выключатель.
Порядок подготовки паяльника к работе:
- Установить паяльник на подставку.
- Присоединить насадки. Меньший диаметр устанавливается на краю носика.
- Подключить агрегат к сети.
- Включить ТЭНы выставив нужный температурный показатель.
- Дождаться отключения индикатора прогрева (лампочка должна погаснуть).

Сам процесс пайки прост и занимает несколько минут:

- Места сочленения очищаются от грязи, обезжириваются.
- Труба и раструб устанавливаются в насадку паяльника и прогреваются.
- Разогретые элементы соединяются (труба вставляется в раструб). Нужно уложиться в определенное время, иначе элемент остынет, придется нарезать новые полипропиленовые куски и повторить все процедуры.
- Проверяется качество полученного соединения.
Операции повторяются с каждым нарезанным куском трубы.
Меры безопасности
Соблюдение простых правил гарантирует полную безопасность работы:
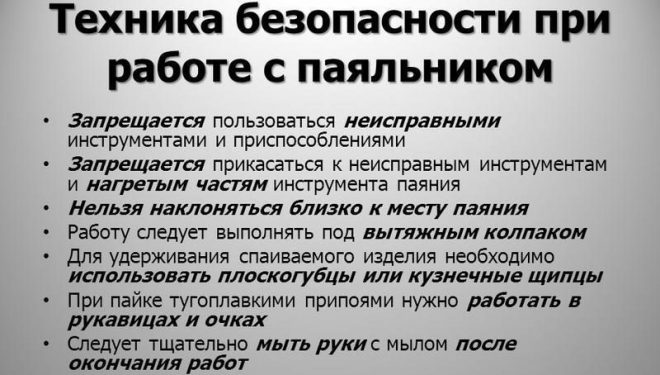
- Поверхность для установки агрегата должна быть ровной и строго горизонтальной, чтобы избежать опрокидывания.
- Аппарат не выключают из сети на все время проведения работ.
- Сварка начинается только после отключения индикатора. Если модель паяльника старая, индикатор отсутствует, то не ранее, чем через 30 мин после включения ТЭНов.
- Чистота рабочего места, отсутствие пыли и грязи.
- Со сваркой лучше работать в проветриваемом помещении. Полипропиленовые детали при нагревании могут иметь сильный запах.
- Обязательно надевать защитные перчатки.
Расчет температуры и времени пайки
Пайка пластиковых труб проходит в строго определенном температурном режиме:
- Полипропилен — 260 0C;
- полиэтилен (ПВХ) — 220 0C.
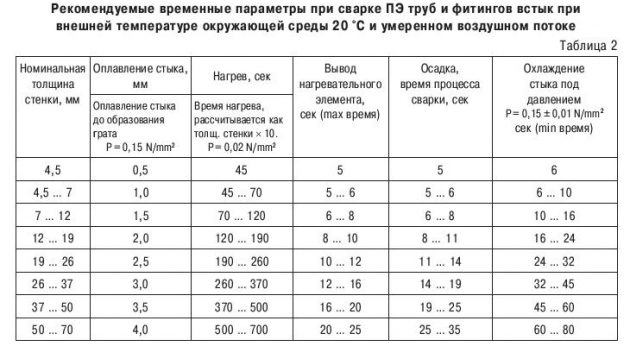
Время работы сварочного аппарата для полипропиленовых труб разного диаметра:
| Диаметр трубы, мм | Глубина сварки, мм | Нагрев, сек | Соединение, сек | Охлаждение, мин |
| 16 | 13 | 5 | 4 | 2 |
| 20 | 14 | 5 | 4 | 2 |
| 25 | 15 | 7 | 4 | 2 |
| 32 | 16 | 8 | 6 | 4 |
| 40 | 18 | 12 | 6 | 4 |
| 50 | 20 | 18 | 6 | 4 |
| 63 | 24 | 24 | 8 | 6 |
| 75 | 26 | 30 | 8 | 8 |
| 90 | 29 | 40 | 8 | 8 |
| 110 | 32 | 50 | 10 | 8 |
Время работы аппарата зависит от окружающей среды, и при температуре воздуха ниже +5 0C табличные значения увеличиваются вдвое. Для тонкостенных полипропиленовых труб (PH10) значение сокращается наполовину, причем время нагрева соединителей берется по таблице.








