

Плюсы и минусы углепластиковой арматуры
Углепластики – это композитные полимерные материалы, отличающиеся высокой прочностью на излом, стойкостью к ударным нагрузкам. По целому ряду параметров углепластики превосходят сталь, поэтому углепластиковая арматура рассматривается строителями как альтернатива значительно более тяжелой, подверженной коррозии, стальной.
Что такое углепластиковая арматура и ее преимущества перед стальной
Углепластик представляет собой композитный материал на основе графитовых волокон, пропитанных различными полимерами. Сейчас для пропитки полимером волокон графита чаще других используются полиэфирные, эпоксидные или виниловые смолы. В последнее время при производстве углепластиков начали применять пултрузионные смолы и отвердители, резко ускоряющие производственный процесс.
На выходе установки по производству композитной арматуры, в зависимости от настроек агрегата, получают либо бухту из углепластика, либо мерные стержни заданного сечения и длины. Последние параметры определяются настройками вытяжных механизмов. Полученные углепластиковые изделия имеют ребристую поверхность, однородную структуру и механические свойства, превосходящие по некоторым параметрам аналогичные характеристики стальной арматуры.
Основные параметры, характеризующие углепластиковую арматуру:
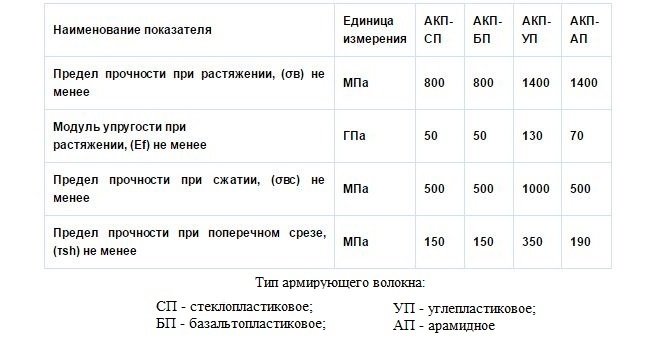
- прочность углепластика на растяжение – от 2000 МПа до 3000 МПа;
- огнестойкость – до 600°С;
- плотность – 1600 кг/м3;
- высокая коррозиеустойчивость;
- высокая упругость – до 350 ГПа;
- теплопроводность – от 1.0 Вт/(м×C).
Благодаря своим характеристикам углепластиковые изделия как нельзя лучше подходят для укладки долговечного дорожного полотна, для армирования конструкций химических складов, для сооружения различных гидротехнических объектов, систем ливнестоков, водоочистки и канализации. Углепластиковую арматуру целесообразно использовать при возведении небольших домов, коттеджей, особенно если стены монолитные или многослойные, а материал гигроскопичный.
Основные преимущества углепластиковой арматуры

Композитная структура делает стержни прочными, выдерживающими высокую ударную нагрузку и статическую нагрузку на излом. Это качество позволяет значительно снизить расход арматуры, собирая не такую густую армированную сетку, как при стальной. При изготовлении армированной сетки отпадает необходимость в сварочном аппарате.
Арматура из углепластика имеет удельный вес на порядок меньше, чем стальная. Это означает, что бетонные конструкции, армированные углепластиковыми прутьями, будут значительно легче, чем со стальной. А при транспортировке за один раз можно перевезти в десять раз больше углепластиковой арматуры, чем стальной.
Углепластиковые изделия устойчивы к коррозии и к воздействию агрессивных сред. Им не страшны ни кислоты, ни щелочи, ни морская вода, что позволяет применять углепластиковую арматуру при строительстве мостов, различных сооружений химической защиты.
К достоинствам углепластика следует отнести устойчивость к низким температурам. Поскольку материал представляет собой диэлектрик, он полностью радиопроницаем, и стены, армированные им, будут свободно пропускать радиоволны.
Низкая теплопроводность углепластиковой арматуры не позволит отдавать полезное тепло в атмосферу через стены и фундамент, как это происходит со арматурой стальной. Композитная структура материала подразумевает длительный срок службы. Лабораторные испытания на износ различных образцов углепластика дают прогнозируемую долговечность не менее 75 лет. И последний аргумент в пользу углепластика – его доступная цена при промышленном производстве.
Технология производства углепластиковой арматуры
Технологический процесс получения углепластиковой арматуры – стержней с композитной структурой и постоянным сечением на основе волокон графита – называется пултрузией (протяжкой). Весь этот процесс автоматизирован, цикл производства непрерывный, человеческий труд минимизирован.
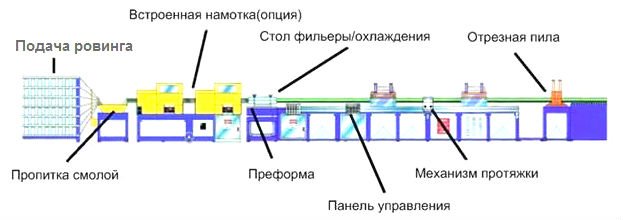
Установка для получения углепластика состоит из устройства подачи волокон, ванны для полимеров, устройства предварительной формовки, нагреваемой пресс-формы, тянущей и отрезной машины.
В обычных установках использовались полиэфирные, виниловые или эпоксидные смолы. В пултрузионном процессе используются специальные смолы и отвердители, позволяющие резко увеличить скорость протяжки. Если скорость протяжки в прежних установках не превышала одного метра в минуту, то пултрузионные установки позволяют получить скорость протяжки до шести метров в минуту. Конечный продукт либо наматывается на бобину, либо разрезается на мерные куски.
Технологический процесс
Графитовое волокно с катушек подается в полимерную ванну, где происходит пропитывание волокна полимером. Волокна, пропитанные на этом этапе полимером, попадают в устройство предварительной формовки, где состав приобретает заданную форму, а волокна выравниваются. Далее волокна с полимером, который еще не успел затвердеть, попадают в нагретую пресс-форму, входная зона которой охлаждается водой для предотвращения преждевременного слипания полимера.

В пресс-форме (фильере) несколькими комплектами нагревателей создано от четырех до шести зон нагрева, которые поддерживают оптимальные температуры для правильного процесса полимеризации. Эти оптимальные режимы нагрева задает автоматическая система управления в зависимости от параметров изделия и скорости протяжки. Во время протяжки в полимере возникает экзотермическая реакция (саморазогрев).
Из пресс-формы выходит готовый, полностью отвердевший продукт, который не нуждается в какой-либо обработке. Вытяжное устройство вытягивает его из пресс-формы и подает в отрезную машину, где изделие распиливается на мерные отрезки, готовые к применению.
На качество конечного продукта может оказать влияние любой из факторов – скорость протяжки, температурные режимы пресс-формы, совместимость графитовых волокон и полимерной смолы, равномерная пропитка волокон полимером.
Как вязать углепластиковую арматуру
Увязывая углепластиковую арматуру, соединять прутья следует внахлест, с шириной шага до 25 сантиметров. Перед заливкой бетона нужно проверить, все ли стыки связаны надежно, не сместится ли конструкция. Угловые элементы фиксируются при установке каркаса. В котловане опорная конструкция с углепластиком крепится до того, как будет установлена опалубка. При бетонировании вертикальных конструкций необходимо, чтобы арматура была установлена ровно.

Для вязки арматуры необходимы инструменты:
- кусачки;
- пассатижи;
- винтовой крючок.
Вязать стержни можно любыми узлами – угловыми, крестовыми и др.



Перечень недостатков углепластиковой арматуры
К основным недостаткам композитной арматуры следует отнести ее относительно высокую стоимость. Правда, благодаря малому весу можно компенсировать стоимость арматуры расходами на перевозку, нарезку, монтаж. Следующий недостаток – ломкость. Прут может сломаться от удара, от попыток изогнуть, а любая микротрещина снижает прочность. И, наконец, низкая огнестойкость – всего 600°С. В случае пожара арматура расплавится внутри бетона.









