

Порядок изготовления сварочного полуавтомата своими руками
Умелые руки, поиск и доскональное изучение информации из книг и сети – обязательный минимум для желающего собрать полуавтомат сварочный своими руками. Профессиональная техника отличается громоздкостью и энергоёмкостью. Мобильный полуавтомат превзойдёт по возможностям обычное сварочное устройство с электродами при компактности.
Что предшествует созданию сварочного полуавтомата?
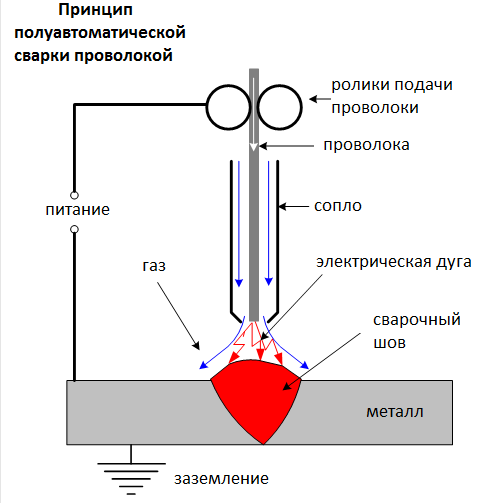
Сварочный полуавтомат работает в режиме непрерывной подачи проволоки, служащей электродом. Сварочная ванна защищается инертными газами: аргоном, углекислым газом. Вариант без использования баллонов – применяется проволока с нанесением слоя флюса для той же цели.
Необходимая величина проплава и заполнения при стыковке, нахлесте, угловом сопряжении достигается за 1 проход. Ленточная оболочка величиной 0,2–0,8 мм создаёт равные условия с газами по недоступности шва окислителю (кислороду и азоту).
Оба вида защиты шва имеют плюсы и минусы. Выбор между заменой баллонов или регулярной зачисткой сварочного шва делает пользователь. Разницы в качестве соединения деталей и конструкции полуавтомата практически нет.
Определяемся с полярностью сварочного тока. Применение в сварочном устройстве флюсовой проволоки подразумевает прямую полярность: положительный заряд идёт на массу (деталь), отрицательный – на горелку.
Изготовление самодельного полуавтомата в домашних условиях
Сборка сварочного полуавтомата своими руками на базе инвертора является предпочтительным вариантом. Сварочное устройство пригодно для создания неразъёмных соединений из чёрного металла и коррозионных сталей.
Источник питания станет основной расходной статьёй. Инвертор представляет собой электротехническое устройство по преобразованию напряжения в сторону понижения, с изменением величины тока до уровня возникновения сварочной дуги. По факту это генератор напряжения со сглаженной синусоидой.
Обязательные узлы устройства:

- Источник тока, состоящий из высокочастотного трансформатора и выпрямителя.
- Электронный модуль регулировки и управления процессом.
- Подающий проволоку механизм и бобина.
- Баллон и шланг подачи инертного газа.
- Горелка.
Самостоятельное изготовление не избавит умельца от покупки готовых элементов. Сбалансировать процессы преобразования электроэнергии, скорость подачи присадочного материала из разрозненных случайных компонентов затруднительно. Подача проволоки жёстко завязана с силой тока. Активность дуги определяет ампераж.
Силовой трансформатор
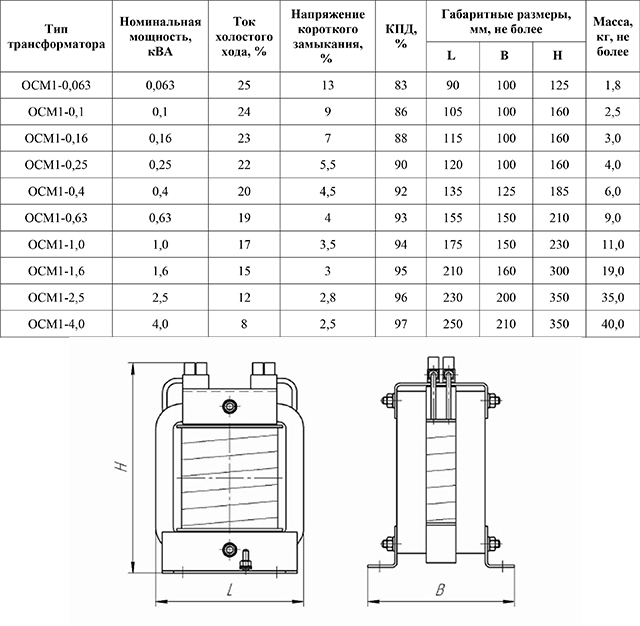
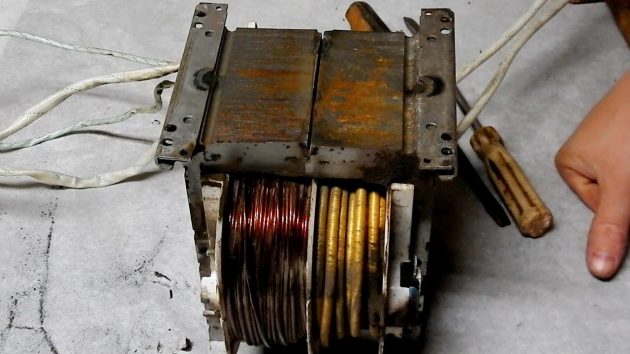
Опробован и показал результативную работу модернизированный 1-киловаттный ОСМ-1. Каркас катушки усиливается текстолитовой прокладкой толщиной 2 мм. В щеках выфрезеровывается прямоугольное окно 87х51,5 мм.
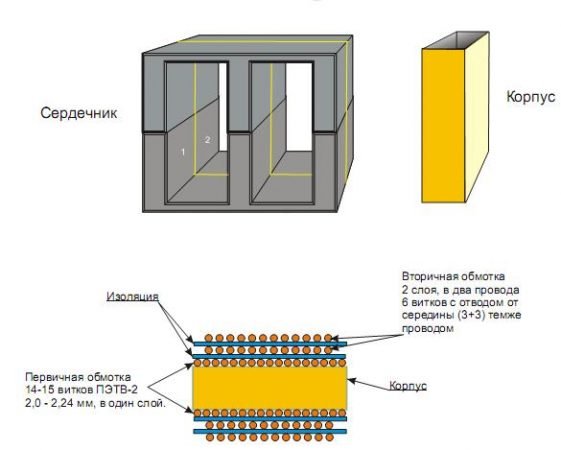
Провод на первичную обмотку подбирается с усиленной изоляцией, предпочтительно стекловолокном, Ø1,8 мм. Как вариант — используют эмалированный провод ПЭВ, ПЭТВ. Намотка ведётся с равномерным натяжением.
Катушку с эмальпроводом пропитайте лаком путём длительного (6–10 часов) замачивания.
Плотность укладки гарантирует помещение 224 витков (164+15х4) с прокладкой изоляции на каждый слой. Можно по старинке пользоваться термической бумагой, но тонкая стеклоткань надёжнее.
На вторичную обмотку берётся алюминиевая либо медная шина в стеклоизоляции. Расход — в пределах 8 м. Выпускается монтажный конец 30 мм, укладывается 19 витков, формируется замкнутая петля под винт М6, добавляются очередные 19 витков.
Планируете использовать сварочное устройство на крупных деталях с увеличением силы тока – добавьте на каждое плечо вторички по 3 витка.
Тестируем трансформатор в сборе. Номинал тока холостого хода — 0,5 А, напряжение на вторичной обмотке оптимально в пределах 19–26 В. Первая деталь устройства полуавтомата изготовлена.
Полуавтомат из инвертора
Полуавтомат из сварочного инвертора получим после доработок. Трансформатор обматывается 2 слоями медной шины с изоляцией рядов термобумагой, стеклотканью или фторопластовой лентой.
На вторичную обмотку делаем добавление 3 слоёв нелегированной стальной ленты в надёжной изоляции. Обе части обмотки спаиваются между собой. Токопроводность обмотки возрастает.

Профессиональное сварочное устройство получим после модернизации. Вольт-амперная характеристика инвертора неустойчива, плавает. Добиваемся выдачи на выходе постоянства напряжения.
Постоянные резисторы устанавливаются перед шунтом управления сварочным током. Получаем стабильность напряжения на выходе. Неудобство усложнения корректировки дуги устраняет переменный резистор на выходе из шунта.
Настройка регулировки напряжения дуги – привилегия профессиональных сварочных полуавтоматов. Сварщик получает выбор при переключении тумблера в режим жёсткого управления током либо напряжением.
Дроссель
Для намотки дросселя пригоден трансформатор на 0,4 кВт ОСМ-0,4. Берём эмальпровод Ø1,5–1,8 мм, Наматываем 2 слоя с прокладкой изоляции. Поверх ложатся 24 витка алюминиевой либо медной шины с выпуском концов под монтаж. Сердечник собирается с зазором 1 мм. Точность и надёжность обеспечит текстолитовая прокладка.
Покупные изделия
Сварочный полуавтомат своими руками можно собрать с привлечением готовых деталей и узлов. Трансформатор питания схемы управления рекомендуем подобрать готовый по параметрам: 24 В на выходе, ток — 6 А.
Профессиональную сварочную горелку фабричного исполнения на 180 А с евроразъёмом правильнее приобрести в специализированном магазине сварочного оборудования. Стандартная бобина с 5 кг проволоки Ø 0.8 мм ставится на подшипники без доработки. Наибольший Ø — 200 мм, посадочный — Ø 50.

Устройство подачи проволоки в сварочный полуавтомат базируется на основе электродвигателя автомобильного стеклоочистителя. Неподвижная металлическая трубка задаёт направление во избежание крутых изгибов проволоки.
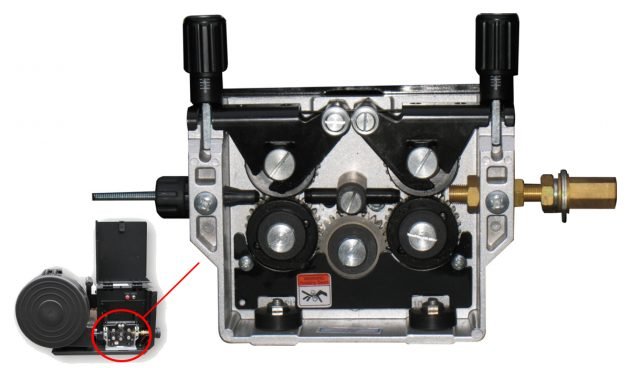
С управлением подачи углекислоты в зону сварки справится электромагнитный клапан холостого хода. Загляните в магазин запчастей ВАЗ.

Автомат однофазный АЕ 16 А – переключатель питания и защиты при перегрузке. Переключатель режимов на 5 позиций ПКУ-3-12-2037. В паре с дросселем работает конденсатор для стабилизации удержания дуги. Оптимум ёмкости — 30 000 мкф. Обычно берётся набор из нескольких конденсаторов с параллельным соединением.

Силовые тиристорные ключи берутся на 200 А, устанавливаются на радиаторы. Усиление теплоотдачи касается и выпрямителей на входе и выходе. Задача установленного в точке максимума температуры термодатчика — не допустить локальный нагрев до 750С.
Настройка полуавтоматического сварочного устройства
Блок управления и силовая часть установлены в металлический корпус с перфорацией. Проверена правильность соединений. Запитываем сварочный полуавтомат к сети и проверяем формирование импульсов осциллографом.
Коррекцией входного напряжения подбираем режим пульсации частотой 40–50 кГц. Периодичность появления импульсов — 1,5 мкс. Кривую импульсов приближают к расширенному виду, напоминающему прямоугольник.
Минимальная сила тока на выходе должна превышать значение 120 А. Меньшая величина означает недостаток в подаче напряжения. Проверка под нагрузкой реостатом сопротивлением более 0,5 Ом — последняя стадия.
Технические параметры сварочного устройства:
- Сетевое напряжение – 220 В.
- Максимум потребления энергии – 3 кВт.
- Режим использования – повторно-кратковременный.
- Диапазон изменения величины сварочного тока – 25–160 А.
- Рабочее напряжение – 19–26 В.








